

Penjajaran dan Penentukuran Pembentukan Gulungan merupakan asas halimunan bagi setiap kejayaan pembuatan. Malah yang paling mahal sekalipun alat membentuk gulungan akan gagal jika satah mendatar dan menegak mesin tidak disegerakkan dengan sempurna. Dalam landskap persaingan tahun 2026, ketepatan bukan lagi pilihan—ia adalah keperluan untuk terus hidup.
At Beli RollForming, we treat every machine as a high-precision instrument. Improper calibration is the leading cause of “bow,” “twist,” and “camber” in finished metal profiles. By mastering the art of alignment, you ensure that your Mesin Decoiler membekalkan bahan ke dalam persekitaran yang stabil dan seimbang.
Mengapa Penjajaran Menentukan Keuntungan
Apabila mesin tidak sejajar, jalur logam mengalami tekanan yang tidak sekata. Ini menyebabkan geseran, yang memusnahkan kemasan permukaan dan memaksa motor menggunakan lebih banyak kuasa. Betul Penjajaran dan Penentukuran Pembentukan Gulungan mengurangkan kadar sekerap sehingga 15% dan memanjangkan hayat peralatan anda dengan ketara.
4 Tiang Penentukuran Mendatar dan Menegak
1. Yayasan Garisan Pas
The “pass-line” is the vertical height at which the metal travels through the machine. Every roll station must be calibrated to this exact height. If one station is 0.5mm too high, it creates a “ramp” effect that causes the material to bow upward. This is a critical step in the 7 langkah Proses Membentuk Gulung.
2. Paralelisme Bingkai Sisi
The inboard and outboard stands must be perfectly parallel. We use laser-guided tools to ensure that the distance between frames is consistent throughout the entire length of the machine. If the frames “toe-in” or “toe-out,” the material will experience lateral stress, leading to camber issues.
3. Kedudukan Gulungan Paksi
Penggelek mesti diletakkan di tengah-tengah aci. Walaupun sedikit ofset dalam kedudukan paksi akan menyebabkan profil menjadi tidak simetri. Penentukuran ini penting apabila bertukar antara yang berbeza profil mesin panel bumbung logam.
4. Paralelisme Aci dan Penetapan Jurang
Upper and lower shafts must be perfectly parallel to ensure uniform thickness reduction (if any) and consistent forming pressure. Using “feeler gauges” to set the roll gap based on material thickness is the hallmark of a professional operator.
9 Rahsia Terbukti untuk Penjajaran dan Penentukuran Pembentukan Gulungan
1. Mulakan dengan Pangkalan Aras
The floor may shift over time. Before calibrating the rolls, use a precision spirit level or laser level to ensure the machine bed itself hasn’t tilted.
2. The “Optical String” Method
Untuk mesin yang panjang, jalankan wayar tegangan tinggi atau pancaran laser dari stesen pertama ke stesen terakhir. Ini bertindak sebagai garis rujukan untuk semua pemusatan mendatar.
3. Kalibrasi Di Bawah Beban
A machine might look perfect while empty, but the shafts may flex once the metal enters. Always perform a final calibration check during a “slow-jog” test run with actual material.
4. Monitor Bearing Main
Galas yang haus adalah musuh kepada Penjajaran dan Penentukuran Pembentukan Gulungan. If there is any “slop” in the shaft, your calibration will drift within minutes of starting a pembentukan gulungan berkelajuan tinggi sesi.
5. Piawaikan Spacer Anda
Gunakan spacer pembumian jitu. Lebar spacer yang tidak konsisten merupakan punca tersembunyi bagi ketidaksejajaran paksi yang diabaikan oleh ramai operator.
6. Kesedaran Pengembangan Terma
In non-climate-controlled factories, the metal of the machine expands as it warms up. Perform your most critical calibration after the machine has been running for 30 minutes to account for “thermal drift.”
7. Document the “Golden Setup”
Once you achieve a perfect profile, document every gap setting and spacer position. This “Golden Setup” data is vital for rapid changeovers.
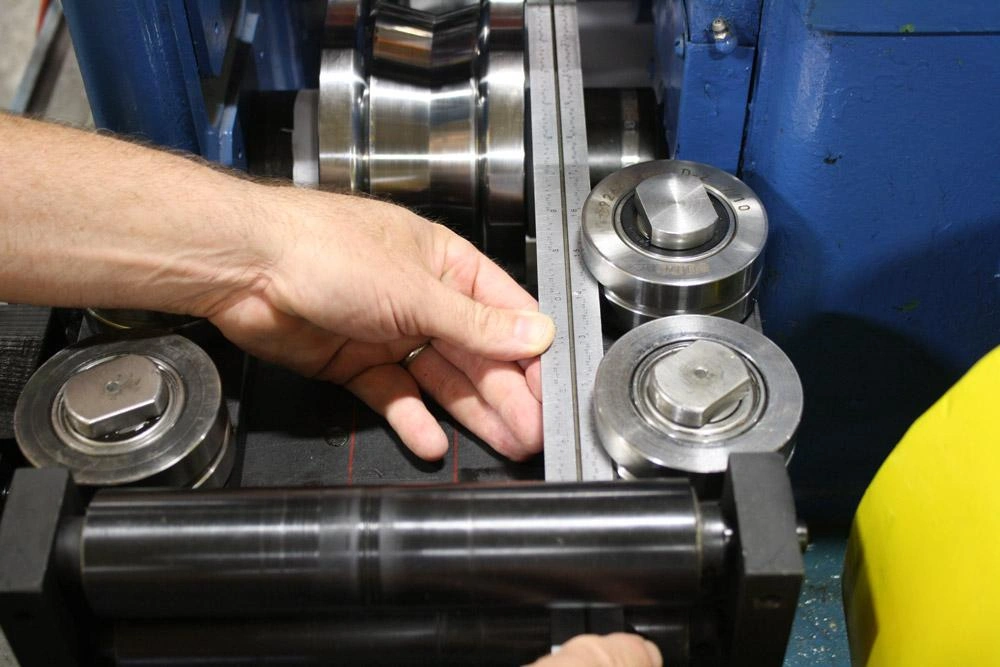
8. Gunakan Pengesahan Straightedge
Frequently use a precision straightedge across the top of the bottom rollers to ensure they all sit on the exact same plane. This prevents “oil canning” in wide panels.
9. Segerakkan Sistem Pemacu
Pastikan semua penyangga menarik bahan pada kelajuan yang sama. Jika satu penyangga sedikit lebih pantas, ia akan menghasilkan ketegangan; jika lebih perlahan, ia akan menghasilkan mampatan. Kedua-duanya menyebabkan herotan profil.
Mencapai Kesempurnaan pada Tahun 2026
The kelebihan yang tiada tandingan dalam membentuk gulungan hanya boleh diakses oleh mereka yang mengutamakan penyelenggaraan. Sensor moden kini boleh memberi amaran kepada pengendali apabila aci bergerak keluar dari penjajaran serendah 0.01mm, ciri standard dalam kami Kemajuan Pembentukan Gulungan pakej.
Kesimpulan
Penguasaan Penjajaran dan Penentukuran Pembentukan Gulungan merupakan proses pemerhatian dan penyesuaian yang berterusan. Dengan mengikuti sembilan rahsia ini, anda melindungi pelaburan perkakasan anda dan menjamin pelanggan anda mendapat produk yang sempurna setiap masa.
Untuk bacaan lanjut tentang toleransi perindustrian dan piawaian penjajaran mekanikal, lawati Spesifikasi Produk Geometri ISO 1101 (GPS).
Perlukan Audit Penentukuran?
Adakah mesin anda menghasilkan profil berpintal? Hubungi Beli RollForming untuk audit penentukuran profesional. Jurutera kami menggunakan teknologi laser terkini untuk mengembalikan barisan anda kepada spesifikasi kilang.
Hubungi Beli RollForming Hari Ini


