


Проектирование профилегибочной машины
Сложность чертежей профиля
Чертежи профилей гнутых профилей являются наиболее значимым фактором при проектировании роликов профилегибочной машины.
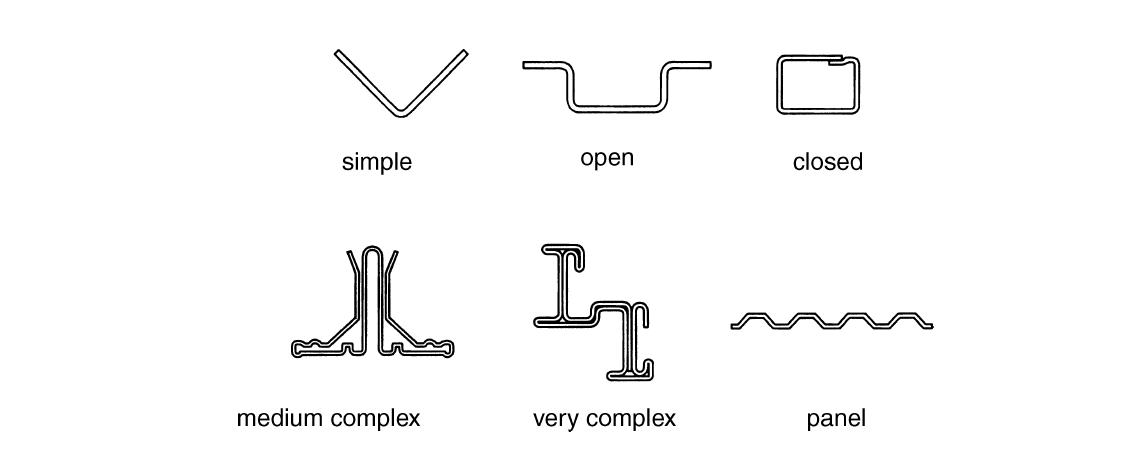
Разнообразие форм не ограничено. Формы можно условно классифицировать как простые, открытые, закрытые, средней сложности, очень сложные и панельные.

Конструкция ролика профилегибочной машины, влияющей на глубину профиля
Глубина профиля — это максимальный вертикальный размер стального профиля на выходе из последних клетей. Глубина влияет на количество профилегибочных клетей и, в конечном итоге, на конструкцию профилегибочной машины. При одинаковом поперечном сечении, чем глубже сечение, тем больше профилегибочных клетей требуется для профилирования.
Ширина плоской части
The width of the flat part, the nonformed section usually doesn’t influence the number of roll forming stands. However, the wider the flat (not formed part) section and the thinner the material, the higher the possibility that waviness will occur. Regardless of how well-designed the rolls are, they can’t eradicate waviness. In roll forming machine roller design, many ways to reduce or eliminate edge or center waviness.
Широкие, плоские и неформованные детали создают различные трудности при профилировании. Если профилированием подвергается только одна сторона изделия, а остальная часть полосы представляет собой широкую плоскую деталь, то небольшое давление на неё удлинит её. Более длинный элемент может привести к образованию выпуклости, скручиванию или волнистости кромок.
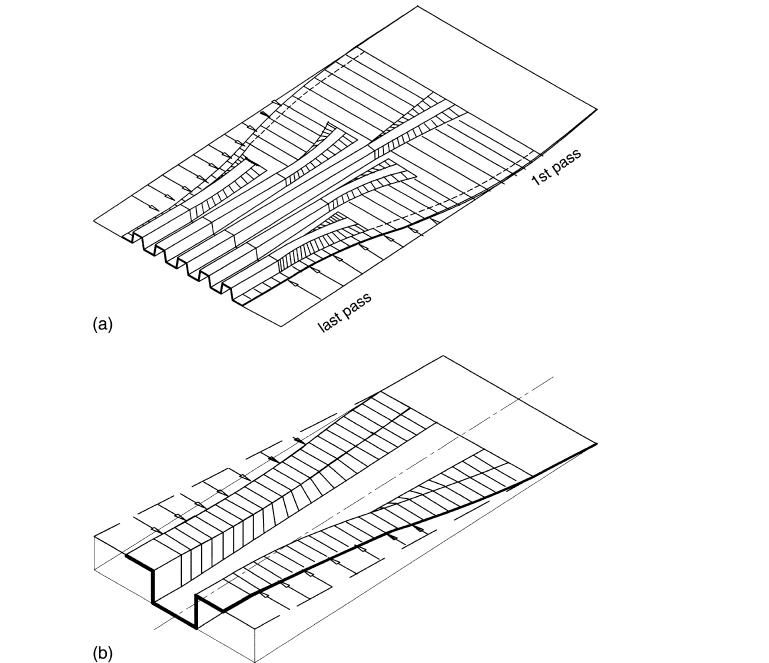
При профилировании широких рифленых панелей формовка иногда начинается со среднего ребра. В таких случаях, помимо постепенного изменения углов гиба от прохода к проходу, относительно широкие плоские секции с обеих сторон приходится перемещать в одной плоскости всё ближе к середине. Смещение тонкого плоского листа вбок без образования крупных волн — непростая задача.

Допуск поперечного сечения влияет на конструкцию ролика профилегибочной машины
Заказчик, конструктор поперечного сечения и конструктор профилегибочной машины в значительной степени согласуют интерпретацию размеров и допусков, указанных в чертежах профилей, до начала проектирования роликов профилегибочной машины.
Допуски на продукцию также влияют на конструкцию роликов. Чем меньше допуск, тем больше требуется стоек.
Допуски прямолинейности и плоскостности
Изгибы, изгибы, скручивания, перекрёстные изгибы, ёлочные эффекты, волнистость кромок или центра могут быть вызваны особенностями профилирования, а также несовершенствами материала, оборудования и настройки. Инструментальная оснастка оказывает большое влияние на остаточные напряжения, которые приводят к отклонениям от прямолинейности и плоскостности. Правильно спроектированная система профилирования устраняет или минимизирует эти проблемы; неудачная конструкция создаёт или усугубляет их.
Компания Believe Industry занимается проектированием и производством профилегибочные машины Более 10 лет. У нас есть опытная команда, которая проектирует профилегибочные машины для профильных профилей.
Посмотреть больше о Проектирование профилегибочной машины.


