

Rulo Şekillendirme Hizalama ve Kalibrasyon Her başarılı üretim sürecinin görünmez temelidir. En pahalı üretim süreçlerinde bile. rulo şekillendirme kalıpları Makinenin yatay ve dikey düzlemleri mükemmel bir şekilde senkronize edilmezse, çalışma başarısız olur. 2026'nın rekabetçi ortamında hassasiyet artık isteğe bağlı değil, hayatta kalma şartıdır.
At Beli RollForming, we treat every machine as a high-precision instrument. Improper calibration is the leading cause of “bow,” “twist,” and “camber” in finished metal profiles. By mastering the art of alignment, you ensure that your Dekoiler Makinesi Malzemeyi istikrarlı ve dengeli bir ortama besler.
Uyumun Karlılığı Belirlemesinin Sebebi
Bir makine hizadan çıktığında, metal şerit eşit olmayan bir basınca maruz kalır. Bu da sürtünmeye yol açarak yüzey kalitesini bozar ve motorun daha fazla güç çekmesine neden olur. Rulo Şekillendirme Hizalama ve Kalibrasyon Hurda oranlarını 1'e kadar azaltır ve ekipmanınızın ömrünü önemli ölçüde uzatır.
Yatay ve Dikey Kalibrasyonun 4 Temel Prensibi
1. Pass-Line Vakfı
The “pass-line” is the vertical height at which the metal travels through the machine. Every roll station must be calibrated to this exact height. If one station is 0.5mm too high, it creates a “ramp” effect that causes the material to bow upward. This is a critical step in the Rulo Şekillendirme Sürecinin 7 Adımı.
2. Yan Çerçeve Paralelliği
The inboard and outboard stands must be perfectly parallel. We use laser-guided tools to ensure that the distance between frames is consistent throughout the entire length of the machine. If the frames “toe-in” or “toe-out,” the material will experience lateral stress, leading to camber issues.
3. Eksenel Yuvarlanma Konumlandırması
Makaralar miller üzerinde ortalanmalıdır. Eksenel konumlandırmada hafif bir sapma bile profilin asimetrik olmasına neden olur. Bu kalibrasyon, farklı sistemler arasında geçiş yaparken çok önemlidir. metal çatı paneli makine profilleri.
4. Mil Paralelliği ve Boşluk Ayarı
Upper and lower shafts must be perfectly parallel to ensure uniform thickness reduction (if any) and consistent forming pressure. Using “feeler gauges” to set the roll gap based on material thickness is the hallmark of a professional operator.
Rulo Şekillendirme Hizalama ve Kalibrasyonu İçin Kanıtlanmış 9 Sır
1. Düz Bir Tabanla Başlayın
The floor may shift over time. Before calibrating the rolls, use a precision spirit level or laser level to ensure the machine bed itself hasn’t tilted.
2. The “Optical String” Method
Uzun makineler için, ilk istasyondan son istasyona yüksek gerilim hattı veya lazer ışını çekin. Bu, tüm yatay merkezleme işlemleri için referans çizgisi görevi görür.
3. Yük Altında Kalibrasyon
A machine might look perfect while empty, but the shafts may flex once the metal enters. Always perform a final calibration check during a “slow-jog” test run with actual material.
4. Yatak Boşluğunu İzleyin
Aşınmış rulmanlar, cihazların düşmanıdır. Rulo Şekillendirme Hizalama ve Kalibrasyon. If there is any “slop” in the shaft, your calibration will drift within minutes of starting a yüksek hızlı rulo şekillendirme oturum.
5. Ara Parçalarınızı Standartlaştırın
Hassas taşlanmış ara parçalar kullanın. Ara parça genişliklerindeki tutarsızlık, birçok operatörün gözden kaçırdığı eksenel hizalama sorunlarının gizli bir nedenidir.
6. Isıl Genleşme Farkındalığı
In non-climate-controlled factories, the metal of the machine expands as it warms up. Perform your most critical calibration after the machine has been running for 30 minutes to account for “thermal drift.”
7. Document the “Golden Setup”
Once you achieve a perfect profile, document every gap setting and spacer position. This “Golden Setup” data is vital for rapid changeovers.
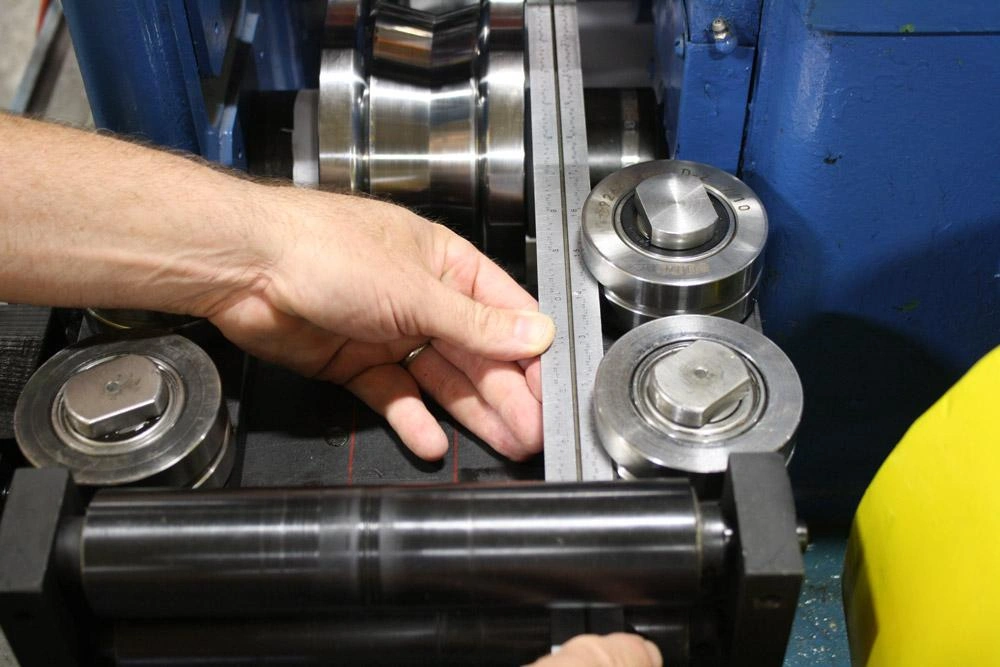
8. Cetvel Doğrulamasını Kullanın
Frequently use a precision straightedge across the top of the bottom rollers to ensure they all sit on the exact same plane. This prevents “oil canning” in wide panels.
9. Tahrik Sistemini Senkronize Edin
Tüm desteklerin malzemeyi tam olarak aynı hızda çektiğinden emin olun. Bir destek biraz daha hızlıysa gerilim oluşur; daha yavaşsa sıkıştırma oluşur. Her ikisi de profil bozulmasına yol açar.
2026'da Mükemmelliğe Ulaşmak
O Rulo şekillendirmenin rakipsiz avantajları Bu özelliklere yalnızca bakım önceliği verenler erişebilir. Modern sensörler artık bir şaftın 0,01 mm kadar az bir sapma göstermesi durumunda bile operatörleri uyarabiliyor; bu, ürünlerimizde standart bir özelliktir. Rulo Şekillendirme Gelişimi paketler.
Çözüm
Ustalaşmak Rulo Şekillendirme Hizalama ve Kalibrasyon Bu, sürekli bir gözlem ve ayarlama sürecidir. Bu dokuz sırrı takip ederek, alet yatırımınızı korur ve müşterilerinize her seferinde mükemmel bir ürün garanti edersiniz.
Endüstriyel toleranslar ve mekanik hizalama standartları hakkında daha fazla bilgi edinmek için lütfen şu adresi ziyaret edin: ISO 1101 Geometrik Ürün Spesifikasyonları (GPS).
Kalibrasyon Denetimine mi İhtiyacınız Var?
Makineniz bükülmüş profiller mi üretiyor? Profesyonel bir kalibrasyon denetimi için Beli RollForming ile iletişime geçin. Mühendislerimiz, hattınızı fabrika özelliklerine geri döndürmek için en son lazer teknolojisini kullanıyor.
Beli RollForming ile bugün iletişime geçin.


