

Cara menyesuaikan rol mesin pembentuk gulungan Ini adalah pertanyaan paling penting yang diajukan oleh operator yang bertujuan mencapai presisi kelas dunia. Di Beli RollForming, kami memahami bahwa bahkan mesin termahal pun akan gagal menghasilkan profil berkualitas jika celah dan tekanan rol tidak tepat. Dalam lanskap manufaktur modern tahun 2026, mencapai toleransi ±0,5 mm bukan lagi sebuah kemewahan—melainkan sebuah kebutuhan.
Jika Anda sudah menguasai Rahasia penyelarasan dan kalibrasi pembentukan gulungan, Anda tahu bahwa fondasi mesin harus rata.
11 Rahasia Luar Biasa tentang Cara Menyesuaikan Rol Mesin Pembentuk Gulungan
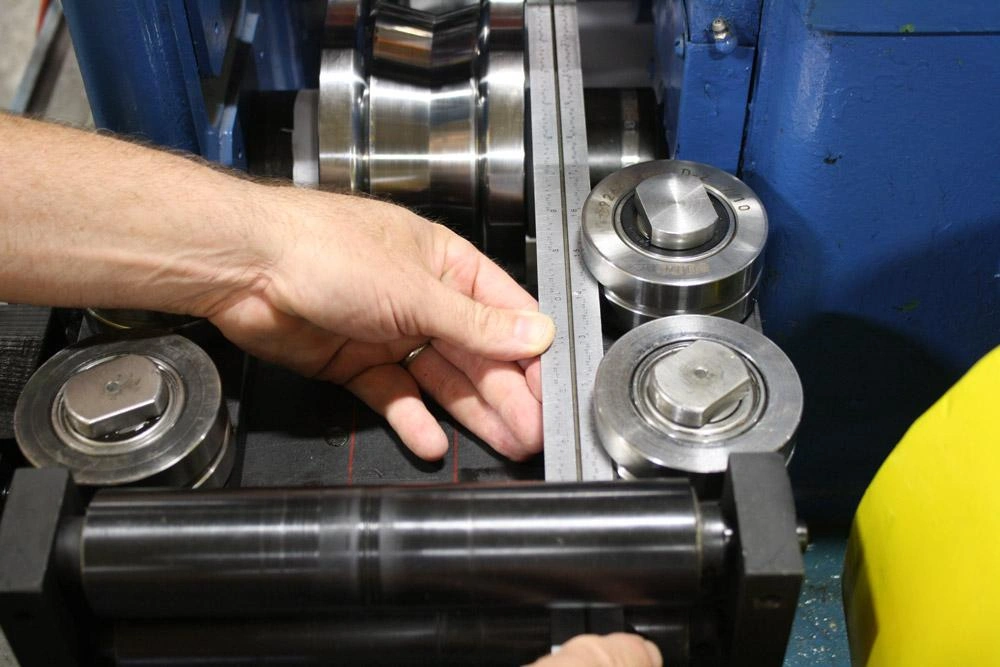
1. Pengaturan Celah Presisi
Langkah pertama dalam cara menyesuaikan rol mesin pembentuk gulungan Langkah selanjutnya adalah mengatur celah. Gunakan feeler gauge berkualitas tinggi. Celah antara rol atas dan bawah harus tepat 1,0 hingga 1,05 kali ketebalan material. Jika terlalu rapat, logam akan menjadi tipis; jika terlalu longgar, profil akan kehilangan bentuknya.
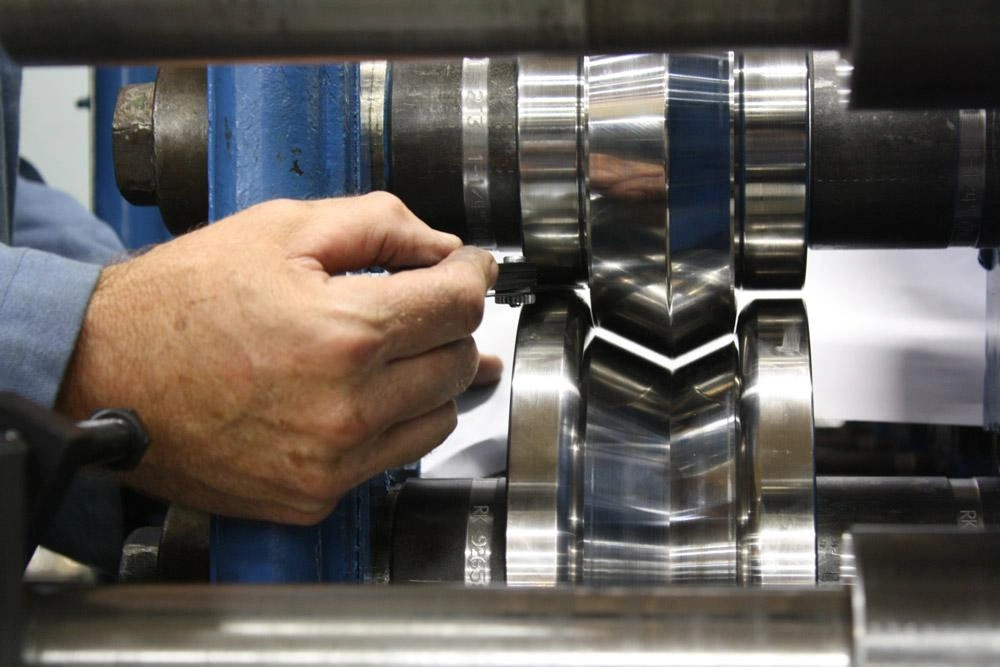
2. Tekanan Vertikal Seimbang


Saat belajar cara menyesuaikan rol mesin pembentuk gulungan, Konsistensi adalah kunci. Selalu sesuaikan sekrup pengencang pada penyangga bagian dalam dan luar secara bersamaan. Gunakan kunci momen untuk memastikan tekanan ke bawah identik di kedua sisi poros untuk mencegah pergeseran material.
3. Perkembangan Sudut Progresif


Precision bending is achieved through stages. For a 90-degree bend, do not attempt to reach the angle in two stations. Spread the load. Adjust your rollers to progress through 15°, 45°, 75°, and finally 91° to account for the metal’s natural memory.
4. Pembengkokan Berlebihan untuk Pemulihan Bentuk.

Rahasia besar di cara menyesuaikan rol mesin pembentuk gulungan is the “1-degree rule.” Most high-tensile steels will spring back by 1 to 2 degrees. Set your final forming station slightly past the target angle so that the material relaxes into the perfect position.
5. Mengelola Kekuatan Luluh Material

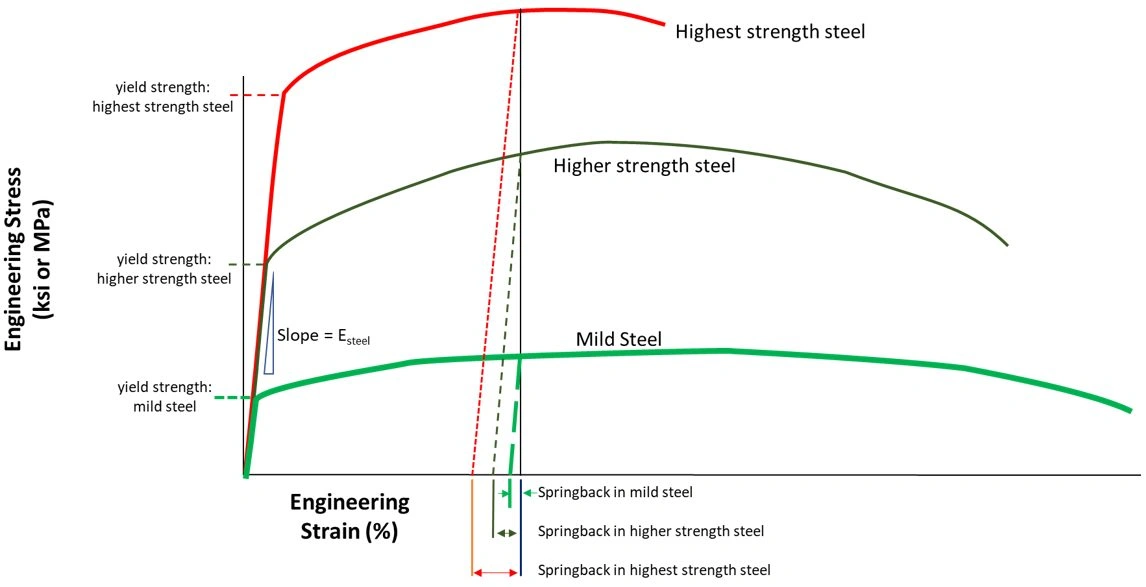
Jika Anda beralih dari tembaga lunak ke baja galvanis berkekuatan tinggi, Anda harus tahu... cara menyesuaikan rol mesin pembentuk gulungan untuk perbedaan hasil. Material yang lebih keras membutuhkan tekanan ke bawah yang jauh lebih besar dan keterlibatan rol samping yang lebih ketat untuk mempertahankan bentuknya.
6. Kalibrasi Side-Roll (Turks Head)

The side rolls are often neglected. Adjust these to exert lateral pressure, which “locks” the bend into place. This is vital when using your perlengkapan penting untuk pembentukan gulungan untuk profil saluran C atau Z yang kompleks.
7. Vertikalitas Rol Bawah

Sometimes the issue isn’t the bend, but the straightness. Adjust the bottom rollers in the last three stations to be 0.05mm higher than the previous ones. This “uphill” feeding prevents the profile from bowing downward as it exits the machine.
8. Sinkronisasi Panduan Masuk
Anda tidak bisa belajar cara menyesuaikan rol mesin pembentuk gulungan tanpa melihat panduan masuk. Jika rol masuk tidak terpusat sempurna dengan stasiun pembentukan pertama, seluruh strip akan bergerak tidak benar, menyebabkan gelombang pada tepi. Pastikan mesin decoiler selaras sempurna dengan panduan masuk.
9. Kompensasi Gesekan Termal
Selama proses pembentukan gulungan berkecepatan tinggi, rol akan memanas dan memuai. Setelah 30 menit berjalan, hentikan sejenak untuk memeriksa celah. Anda mungkin perlu sedikit melonggarkan tekanan vertikal untuk mengimbangi pemuaian termal rol baja.
10. Integritas Lapisan Pelumas
The thickness of your coolant film changes the “effective” gap. When cara menyesuaikan rol mesin pembentuk gulungan, ensure your spray system is consistent. A dry spot will cause more friction, pulling the profile and causing a “twist” effect.
11. Sentuhan Akhir Pelurus Pintu Keluar


The final adjustment occurs at the exit. Use the straightener rollers to counteract any remaining camber or twist. This is the “polishing” phase of kemajuan pembentukan gulungan.
Mengapa Akurasi Teknis Itu Penting
Gagal memahami cara menyesuaikan rol mesin pembentuk gulungan leads to “oil canning”—the unsightly ripples in flat metal surfaces. By following these 11 secrets, you ensure your output meets the rigorous standards set by the Asosiasi Konstruksi Logam (MCA), yang mengarah pada kepuasan pelanggan yang lebih baik dan lebih sedikit produk yang ditolak.
🧮 Alat Interaktif: Kalkulator Jarak Bebas Roll Gap
Untuk membantu operator di lapangan, kami menyediakan kalkulator dinamis untuk menentukan celah awal yang ideal. Cukup masukkan spesifikasi material Anda di bawah ini.
Kalkulator Jarak Bebas Celah Guling
Selisih Gulir Target: 1,65 mm
❓ Pertanyaan yang Sering Diajukan
🔍 Apa penyebab paling umum dari cacat pembentukan rol?
Penyebab paling umum dari cacat pembentukan gulungan adalah jarak celah gulungan yang tidak tepat antara alat atas dan bawah. Ketika celah tidak sesuai dengan ketebalan material, hal itu menyebabkan tekanan berlebihan. Akibatnya, logam akan melengkung, terpelintir, atau tergores selama proses pembentukan.
⏱️ Seberapa sering saya harus mengkalibrasi mesin pembentuk rol saya?
Anda harus mengkalibrasi mesin pembentuk gulungan Anda di awal setiap shift produksi baru dan setiap kali Anda beralih ke batch gulungan baru. Variasi material menuntut penyesuaian terus-menerus. Oleh karena itu, pemeriksaan rutin mencegah kesalahan dimensi yang tidak terduga dan memastikan kualitas yang konsisten.
🔧 Apa yang dimaksud dengan mengurangi efek pegas balik material?
Mengurangi efek pegas balik material melibatkan pembengkokan berlebih pada strip logam di titik-titik tertentu sehingga strip tersebut kembali ke sudut yang diinginkan. Anda harus hati-hati menyesuaikan lintasan perkakas akhir. Selain itu, penggunaan perangkat lunak prediktif canggih membantu operator menghitung pembengkokan berlebih yang dibutuhkan secara tepat.
🔩 Bagaimana cara mengetahui apakah roller rambut saya sudah aus?
Anda tahu rol Anda sudah aus jika Anda mendeteksi alur yang dalam, pengikisan, atau hasil akhir permukaan yang tidak konsisten pada profil perkakas. Perkakas yang aus tidak dapat mempertahankan toleransi yang tepat. Oleh karena itu, Anda harus memeriksa poros secara visual setiap bulan dan menjadwalkan layanan pengasahan ulang ketika degradasi permukaan muncul.
📏 Bisakah saya memproses material dengan ketebalan berbeda pada perkakas yang sama?
Anda dapat memproses material dengan ketebalan berbeda pada peralatan yang sama, tetapi Anda harus menyesuaikan jarak bebas vertikal poros atas secara manual. Geometri profil mungkin sedikit berubah. Namun, variasi ketebalan kecil umumnya dapat diterima jika operator melakukan kalibrasi ulang celah rol dengan benar.
🧼 Apa pelumas terbaik untuk pengaturan perkakas pembentuk rol?
Pelumas terbaik untuk pengaturan perkakas pembentuk rol adalah cairan pendingin sintetis yang larut dalam air yang mengurangi gesekan tanpa meninggalkan residu lengket. Pelumasan yang tepat mendinginkan gulungan baja dan melindungi cetakan yang dikeraskan. Secara khusus, pelumasan mencegah material menempel pada titik-titik tekanan.
🛑 Mengapa strip logam saya melengkung ke kiri atau ke kanan?
Strip logam Anda melengkung ke kiri atau kanan karena pemandu masuk tidak sejajar atau tekanan rol tidak merata di seluruh poros horizontal. Ketegangan yang tidak merata ini memaksa material untuk tertarik ke sisi yang lebih kencang. Anda harus menggunakan feeler gauge untuk menyeimbangkan tekanan secara merata.
Kesimpulan
Menguasai cara menyesuaikan rol mesin pembentuk gulungan Ini adalah proses pengamatan dan penyempurnaan yang berkelanjutan. Di Beli RollForming, kami membangun mesin kami dengan skala penyesuaian presisi untuk mempermudah proses ini bagi mitra global kami. Dengan menerapkan teknik-teknik ini, Anda dapat memaksimalkan umur pakai perkakas Anda dan kualitas produk jadi Anda.
Sedang mencari mesin dengan presisi tinggi? Beli RollForming menawarkan solusi tercanggih di industri ini. Hubungi tim teknik kami untuk pelatihan khusus sesuai profil spesifik Anda.
Catatan perubahan:
- Bagian FAQ yang diperluas untuk membahas standar material modern, pengurangan efek pegas balik, dan keausan rol.
- Menyertakan kalkulator HTML/JS interaktif untuk pengukuran jarak celah yang cepat.
Jadwal Peninjauan Berikutnya: 10 Oktober 2026


