
Öğrenme Eğilme ve bükülmeyi nasıl düzeltebilirim? Yüksek hassasiyetli üretim işlemlerinin her biri için olmazsa olmaz bir beceridir. Mükemmel bir beceriye sahip olsanız bile... rulo şekillendirme makinenizin kurulumu, Malzeme varyasyonları veya termal değişiklikler, reddedilen partilere yol açan can sıkıcı kusurlara neden olabilir. Beli RollForming, 2026 yılında liderliğini sürdürürken... 5 İnanılmaz Gelişme, Metallerin düzgünlüğünün fiziğini anlamak, rekabet avantajını korumanın anahtarıdır.
If your profiles are exiting the machine with a curve (bow) or a spiral rotation (twist), don’t panic. This guide reveals the industry’s best-kept secrets to restoring absolute precision to your production line.
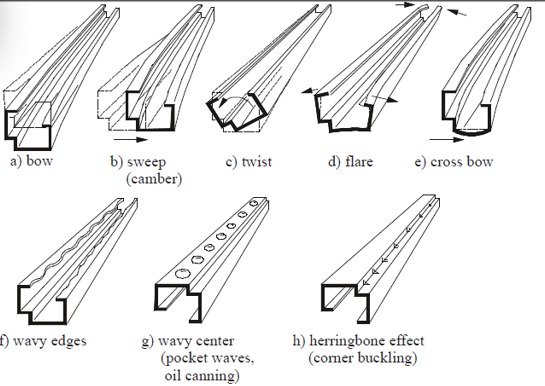
Kusurları Anlamak: Eğilme, Bükülme ve Kavis
Konuya dalmadan önce Eğilme ve bükülmeyi nasıl düzeltebilirim?, Öncelikle neyle mücadele ettiğimizi tanımlamalıyız. Bu kusurlar, metal şeridin şekillendirilmesi sırasında oluşan dengesiz iç gerilimlerden kaynaklanmaktadır:
- Yay: Profil, uzunluğu boyunca yukarı veya aşağı doğru kıvrılır. Bu genellikle üst ve alt silindirler arasındaki dikey basınç dengesizliklerinden kaynaklanır.
- Twist: Profil kendi ekseni etrafında dönerek bir tirbuşona benzer bir şekil alır. Bu durum, profilin bir tarafındaki şekillendirme basıncının diğer tarafa göre daha yüksek olması durumunda ortaya çıkar.
- Kamber: Profil yatay olarak (sola veya sağa doğru) kıvrılır. Bu durum genellikle ham madde bobininin kendisinden veya yanlış hizalanmış bir giriş kılavuz sisteminden kaynaklanır.

Saçlardaki eğrilme ve bükülmeleri düzeltmenin 5 şaşırtıcı sırrı:
1. Mastering the “Turkish Head” Adjustment
Cephaneliğinizdeki en etkili araç Eğilme ve bükülmeyi nasıl düzeltebilirim? Türk başlığı (doğrultma başlığı olarak da bilinir) olarak adlandırılan bu cihaz, son şekillendirme istasyonundan sonra ve kesme makinesinden önce konumlandırılır ve dört yöne hareket edebilir.
Yay onarımı için: Türk başlığını eğrinin ters yönüne doğru hareket ettirin. Profil yukarı doğru kıvrılırsa, başlığı aşağı doğru itin.
Bükülmeyi düzeltmek için: Türk tipi başlığı spiralin yönünün tersine çevirin. Modern 2026 Beli makinelerinde, milimetre altı hassasiyet için Türk tipi başlık üzerinde dijital göstergeler bulunur.
2. Merdane Basıncı Simetrisinin Kalibrasyonu
Twist is often the result of “over-forming” on one side. If your profile is twisting, check the gap between your upper and lower rollers using a feeler gauge. If the drive-side is tighter than the operator-side, the metal will stretch unevenly, inducing a rotation. Ensure the gap is uniform across the entire width of the profile. This is a critical step in Rulo Şekillendirme Hizalama ve Kalibrasyon.
3. Dikey Geçiş Hattı Senkronizasyonu
Bow is frequently caused by the material being forced “up” or “down” as it moves between stations. Ensure that the “pass line” (the bottom of the profile) is perfectly level across all stations. If a middle station is set too low, it creates a “diving” effect that results in a permanent upward bow. Use a laser level to verify that the bottom rollers form a perfectly straight horizontal line.
4. Malzeme Gerilimi ve Düzleştirici Optimizasyonu
Bazen sırrı şudur... Eğilme ve bükülmeyi nasıl düzeltebilirim? sıranın en başında yer alıyor. Eğer sizin açıcı veya düzleştirici is not applying enough tension, the “coil set” (the natural memory of the metal) will survive the forming process. Increase the pressure on your leveling rollers to ensure the strip enters the first station perfectly dead-flat.
5. Termal Genleşme ve Yağlamanın Yönetimi
Sürtünme ısı üretir ve ısı metalin genleşmesine neden olur. Eğer silindirleriniz sadece bir taraftan aşırı ısınıyorsa, profil düzensiz bir şekilde genleşir ve bükülür. Silindirlerinizin yalnızca bir tarafının aşırı ısındığından emin olun. yağlama sistemi Bu sistem, kalıbın her iki tarafına da tutarlı miktarda soğutma sıvısı sağlar. Bu sayede malzeme sıcaklığı sabit kalır ve ısıya bağlı deformasyon önlenir.
Sorun Giderme Bakıma Dönüştüğünde
If you find yourself constantly adjusting the machine to fix straightness issues, it may be time for a deeper look. Consistent defects are often a sign that it’s time for Muhteşem Rulo Şekillendirme Makinesi Bakımı. Worn bearings or loose stands can cause “play” in the rollers that no amount of Turkish head adjustment can fix.
Sonuç: Hassasiyet bir süreçtir.
Bilmek Eğilme ve bükülmeyi nasıl düzeltebilirim? Hayal kırıklığına uğramış bir operatörü usta bir teknisyene dönüştürür. Türk tipi başlığı kullanarak, basınç simetrisini sağlayarak ve seviyeleme sisteminizi optimize ederek, en katı yapı ve otomotiv toleranslarını karşılayan profiller üretebilirsiniz. Beli Rulo Şekillendirme, Müşterilerimizin ilk günden itibaren sıfır hata oranıyla üretim yapabilmelerini sağlamak için makinelerimizi ağır hizmet tipi doğrultma sistemleriyle donatıyoruz.
Kusursuz üretime hazır mısınız?
Arızaları en aza indiren ve verimliliği en üst düzeye çıkaran bir makineye geçmek istiyorsanız, 2026 modellerimiz aradığınız cevaptır.
Beli RollForming ile bugün iletişime geçin. Danışma için


