


Cara mengoperasikan mesin pembentuk rol dua lapis Yang terpenting adalah ketepatan dalam pengoperasian, yang membedakan antara produksi yang menguntungkan dan tumpukan besi tua yang mahal. Di Beli RollForming, kami mengkhususkan diri dalam rekayasa dua tingkat yang menghemat ruang lantai, tetapi mesin-mesin ini membutuhkan nuansa operasional khusus. Seiring berjalannya waktu hingga tahun 2026, permintaan akan lapisan akhir pra-cat yang mengkilap berarti bahwa bahkan goresan mikroskopis pun dapat menyebabkan penolakan pesanan.
Jika Anda sudah menerapkan strategi kami pada cara menyesuaikan rol mesin pembentuk gulungan, Anda memahami pentingnya presisi. Namun, pengoperasian sistem dua lapis menghadirkan tantangan unik terkait jarak bebas dan sinkronisasi.
Mengapa Kerusakan Material Terjadi pada Sistem Lapisan Ganda?
Risiko utama saat belajar cara mengoperasikan mesin pembentuk rol dua lapis is the “shadow effect” or accidental contact between the idle level and the active level. Because two different profiles share the same frame and drive system, any vibration or misalignment can cause the material to scuff against the upper or lower components.
9 Rahasia Ampuh untuk Operasi Tanpa Kerusakan
1. Kuasai Pemilihan Lapisan PLC

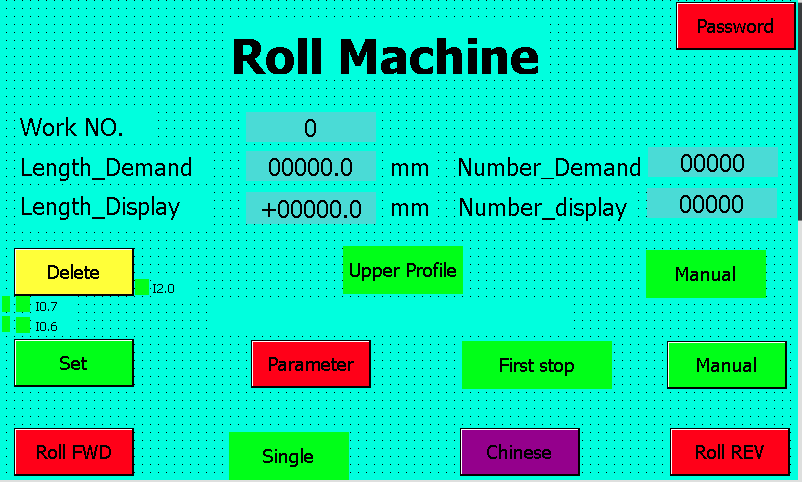
Langkah pertama dalam cara mengoperasikan mesin pembentuk rol dua lapis is mastering the control interface. Modern Beli machines use a specialized PLC toggle. Never attempt to feed material into both levels simultaneously. Ensure the clutch or motor drive is strictly engaged for only the level you are running to prevent “ghost rolling” of the idle shaft.
2. Terapkan Pelindung Rol Berlapis Krom
Untuk mencegah goresan, rol Anda harus lebih keras daripada bahan yang akan diolesi tetapi lebih halus daripada kaca. Kami merekomendasikan rol dengan lapisan krom keras 0,05 mm. Saat belajar cara mengoperasikan mesin pembentuk rol dua lapis, check these surfaces daily for “pick-up”—small bits of metal that weld themselves to the roller and cause repeating dents.
3. Panduan Penting untuk Penyelarasan Tabel Entri


Material damage often starts before the first station. You must align the entry guide for the specific layer you are using. If the entry height is off by even 2mm, the strip will “shave” against the first set of rollers. This is a vital component of the Panduan penting untuk 7 langkah proses pembentukan gulungan..
Beli Rollforming's pemotong awal yang baru dirancang Dilengkapi dengan fitur perhitungan panjang sisa yang cerdas: secara akurat mengukur sisa benda kerja selama produksi dan memotongnya sebelum proses pembentukan gulungan selesai—secara signifikan mengurangi limbah material dan menurunkan biaya produksi Anda.
4. Sinkronkan Jarak Bebas Mata Pisau Pemotong


Mesin dua lapis sering menggunakan pemotong tumpukan ganda. Rahasia utama dalam cara mengoperasikan mesin pembentuk rol dua lapis is ensuring the non-active blade is fully retracted. If the lower blade isn’t lowered enough while the top layer is running, the finished profile will catch on the blade as it exits, causing a “hook” or scratch on the tail end.
5. Gunakan Aplikator Film Pelindung

Untuk panel arsitektur kelas atas, cara paling efektif untuk beroperasi tanpa kerusakan adalah dengan mengaplikasikan lapisan pelindung PE. Integrasikan mesin laminasi film di titik masuk panel Anda. mesin panel atap logam. Roller tersebut akan menekan lapisan film, bukan cat, sehingga memastikan hasil akhir yang sempurna.
6. Pantau Ketegangan dan Getaran Rantai

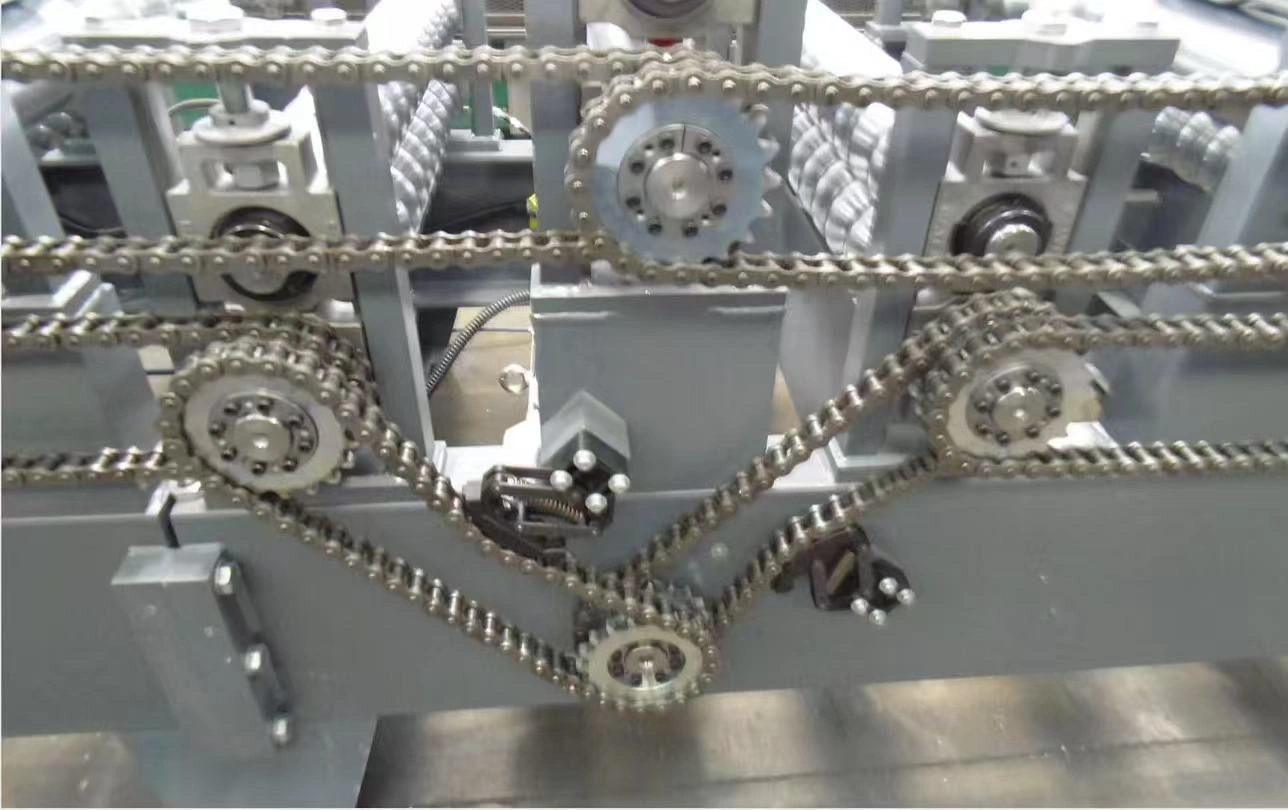
Vibration causes “chatter marks.” Because a double-layer machine has a taller profile, it is more susceptible to harmonic vibration. Check your drive chains regularly. If the chain is too loose, the rollers will “pulse,” creating visible horizontal lines on your material. This ties back into the Rahasia penyelarasan dan kalibrasi pembentukan gulungan.
7.Manage the “Idle” Layer Clearance

Saat menjalankan lapisan bawah, rol atas seringkali berada sangat dekat dengan jalur material. Mengetahui cara mengoperasikan mesin pembentuk rol dua lapis involves verifying that the top level’s tooling isn’t so low that it creates a “pressure mark” on the lower profile. Always maintain at least a 10mm clearance between the idle tooling and the active strip.
8. Sinkronisasi Stacker Keluar

Kerusakan sering terjadi setelah profil terbentuk. Pastikan penumpuk penerima keluar Anda dapat disesuaikan ketinggiannya. Jika rak keluar terlalu rendah, profil akan jatuh dan melengkung; jika terlalu tinggi, profil akan menggores bagian bawah rangka pemotong. Ini adalah bagian dari Standar kemajuan pembentukan gulungan 2026.
Standar dan Kepatuhan Industri
Menurut Institut Besi dan Baja Amerika (AISI), Integritas permukaan adalah metrik kunci untuk umur struktural yang panjang. Dengan mengikuti 9 rahasia ini, Anda memastikan lini produksi Anda memenuhi tolok ukur kualitas global, mengurangi limbah, dan meningkatkan daya saing pasar Anda.
Kesimpulan
Memahami cara mengoperasikan mesin pembentuk rol dua lapis requires a “total system” approach. From the PLC settings to the exit rack height, every detail matters. At Beli RollForming, we design our machines to be user-friendly, but professional operation remains the key to longevity.
Siap meningkatkan efisiensi produksi Anda? Beli RollForming menyediakan pelatihan di lokasi dan mesin dua lapis presisi tinggi yang dirancang untuk pasar tahun 2026. Hubungi para ahli kami hari ini untuk menghilangkan kerusakan material dari alur kerja Anda.


