

Dibandingkan dengan mesin pembengkokan dan pemotongan, toleransi mesin pembentuk rol akan sedikit lebih besar. Namun, dengan mempertimbangkan kecepatan mesin, pengguna akhir juga akan lebih menyukai mesin pembentuk rol.
Toleransi Penampang Melintang
Pelanggan, perancang produk, dan perancang rol harus menyepakati interpretasi dimensi dan toleransi yang ditentukan dalam gambar sebelum desain rol dimulai. Toleransi produk akan memengaruhi desain rol, jumlah dudukan, dan dengan demikian biaya perkakas. Secara umum, semakin ketat toleransi produk, semakin banyak jumlah mesin pembentuk gulungan yang dibutuhkan. Beragamnya penampang dan kombinasi toleransi membuat mustahil untuk memberikan nilai numerik yang tepat pada peningkatan jumlah lintasan yang dibutuhkan, tetapi perancang rol yang berpengalaman memiliki firasat tentang berapa banyak tahapan tambahan yang diperlukan untuk mencapai toleransi yang dibutuhkan.
Penyimpangan dari Toleransi Kelurusan dan Kerataan
Sifat alami pembentukan gulungan akan menyebabkan kelengkungan, busur, puntiran, busur silang, efek tulang ikan, gelombang di tepi atau di tengah, serta ketidaksempurnaan pada material, peralatan, dan pengaturan. Peralatan memiliki kualitas yang hebat. pengaruh pada tegangan sisa, yang menyebabkan penyimpangan dari kelurusan dan kerataan. Desain mesin pembentuk rol yang baik menghilangkan atau meminimalkan masalah tersebut, sementara Desain yang buruk menciptakan atau memperburuk masalah-masalah ini.
Toleransi Lokasi Lubang dan Takik pada Mesin Pembentukan Gulungan
Perancang mesin pembentuk gulungan harus menentukan urutan operasi jika penampang melintang menentukan lubang, lekukan, timbul, atau perubahan lain pada permukaan strip. Selama proses pembentukan gulungan (roll forming), bagian-bagian tertentu dari produk berada dalam tegangan, sementara bagian lainnya mengalami kompresi. Desain mesin pembentuk gulungan harus memengaruhi hal tersebut.Perbedaan panjang keseluruhan bagian sebelum dan sesudah pembentukan gulungan. Dalam beberapa kasus, perancang dapat melanjutkan dengan membuat pola awal produk, menggunakan dimensi akhir atau perkiraan. Berdasarkan pengukuran lokasi lubang sebelum dan sesudah pembentukan gulungan, penyesuaian dapat dilakukan pada pola pra-penusukan. Terkadang, untuk menetapkan dimensi pra-penusukan akhir, perancang harus mengulangi beberapa langkah. Namun, penting untuk melakukan pengujian dengan tekanan rol yang sama. Tekanan yang terlalu besar dapat menipiskan material dan memanjangkan produk, sehingga memberikan hasil pengujian yang salah mengenai lokasi lubang.
Dibandingkan dengan panjang strip sebelum pembentukan. Peningkatan kedalaman penampang, jumlah lintasan yang lebih sedikit, radius tekukan yang lebih besar, rasio ketebalan, dan peningkatan diameter rol antar-dudukan yang lebih besar akan memperpanjang panjang produk. Jika rasio luas total elemen bengkok terhadap luas total elemen lurus tinggi, dan penampang dibentuk dengan jumlah lintasan yang memadai, maka panjang produk jadi akan sama dengan panjang strip awal.
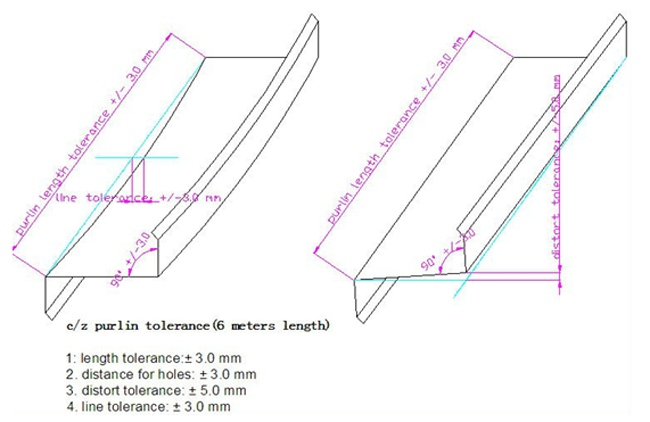
Toleransi Panjang Mesin Pembentukan Gulungan
Metode pengukuran panjang, sistem percepatan cetakan, dan mesin pres memiliki pengaruh terbesar terhadap toleransi panjang. Selain itu, faktor lain seperti desain rol juga dapat memengaruhi toleransi panjang. Perbedaan kecepatan permukaan pada permukaan penggerak dapat menyebabkan kecepatan pembentukan rol yang tidak merata. Perbedaan besar antara kecepatan permukaan rol atas dan rol bawah yang digerakkan dapat meningkatkan toleransi panjang hingga 8 sampai 10 kali lipat.
Lihat Selengkapnya>> Desain Mesin Pembentuk Gulungan
Percayalah pada Perusahaan Industri Memiliki tim berpengalaman untuk mendesain mesin-mesin tersebut. Dan desainnya selalu mengikuti teknologi terkini di dunia.


