


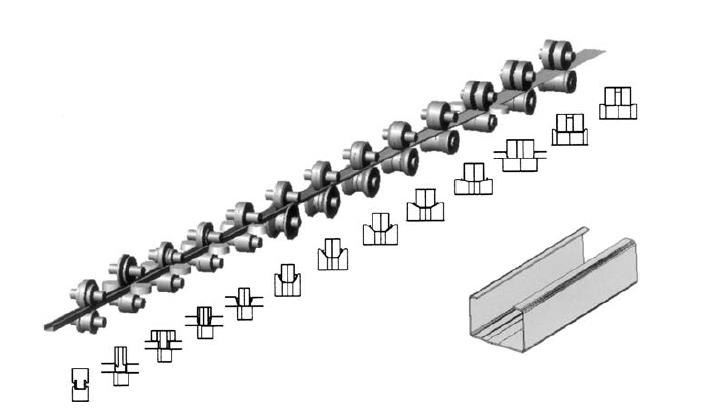
🎯 Конструкция профилировочного станка Это схема сгибания плоской металлической полосы в готовую форму. Металл проходит через группы роликов. Хорошая схема использует минимальное количество роликов, чтобы каждый раз получать идеально ровные детали.
Если металл сдвинется “слишком быстро” При резких изгибах деталь деформируется. Если она будет двигаться, это также может привести к деформации. “слишком медленно” Из-за слишком большого количества роликов эксплуатационные расходы машины слишком высоки.
Чтобы узнать, как это оборудование впишется в ваше производство, ознакомьтесь с нашей информацией. комплексный анализ профилировочного станка настройки.

5 простых правил для получения идеальных деталей
1. Как форма детали влияет на конструкцию.
🎯 Форма конечного продукта — важнейший фактор в конструкция профилегибочной машины. Глубокая форма, широкие плоские участки или резкие изгибы означают, что для качественного выполнения работы потребуется больше валков.
Для сложного чертежа потребуется 3-4 дополнительных этапа формирования Это не просто рисунок. Вот как форма меняет дизайн:
| Характеристика формы | Как это меняет конструкцию машины |
| 📏 Глубина детали | Для детали глубиной 70 мм требуется ещё 2-3 стенда Для стандартной детали диаметром 50-80 мм требуется 14 подставок. |
| ⬛ Широкие плоские участки | Широкие плоские металлические детали могут деформироваться в процессе прокатки. |
| 〰️ Канавки | Добавление канавок на дне предотвращает волнистость и повышает прочность, но требует... 4 дополнительные подставки и более мощный двигатель. |
| 🔄 Радиус изгиба | Конструкторы должны убедиться, что металл действительно может изгибаться до требуемой кривой, не ломаясь. |
| 📐 Допуски | Ужесточение требований к качеству продукции (допусков) увеличивает затраты на оснастку и количество проходов. |
Читать Развитие технологии профилирования: 5 невероятных секретов 2026 года ознакомиться с новыми инструментами проектирования.
2. Как металл меняет машину
Выбор металла оказывает существенное влияние на результат. конструкция профилегибочной машины. Конструкторы должны проверить предел текучести металла, предел прочности на растяжение и его способность к растяжению.
-
🧲 Отскок: После изгиба металл стремится вернуться в плоское состояние. Более прочные металлы возвращаются в исходное положение сильнее.
-
🎺 Вспышка: Концы глубоких или очень прочных частей часто загибаются наружу (расширяются).
-
📏 Правила толщины: Зазор между роликами равен Максимально возможный размер металла + дополнительный допуск.
-
↔️ Правила ширины: Дополнительная ширина металлической части обычно увеличивает размер внешнего края готовой детали.
-
📉 Плоский металл: Конструкторы исходят из предположения, что исходный металл идеально плоский (без изгибов, скручиваний или повреждений).
(💡 Полезный совет: Если ваши детали перекручиваются, прочитайте следующее. Как исправить смычок и кручение: 5 удивительных секретов).
3. Выбор основы для проектирования профилировочного станка
Ролики должны идеально подходить к основанию станка. Конструкторам необходимы все точные размеры.
🏭 Распространенные типы машин:
-
Консольная мельница: Отлично подходит для мелких и легких деталей.
-
Двухступенчатая мельница: Отлично подходит для деталей с изменяющейся шириной.
-
Двухвальная мельница: Запускает два разных профиля на одном компьютере.
-
Стандартная мельница: Сверхпрочный, двойной стандарт высоты.
-
Мельница на плотах: Предназначен для быстрой замены роликов с помощью съемных кассет.
⚙️ Важные параметры станка:
| Измерение | Что это значит |
| Размер вала | Стержень, удерживающий ролики. Толщина зависит от прочности металла. |
| Расстояние между боками | Расстояние между центром одного вала и центром следующего. |
| Расстояние вверх и вниз | Расстояние между верхним и нижним валами (регулируется вручную/с помощью двигателя). |
| Нижний вал к полу | Ограничивает размер нижнего ролика. |
-
Верхний или нижний привод: Нижний вал — это стандартная конфигурация. Верхний вал стоит дороже, но он лучше захватывает металл, обеспечивая его перемещение вперед и назад. Более мощный двигатель увеличивает скорость работы станка.
4. Проектирование роликов
-
🔄 Замена роликов: Если вы меняете ролики каждые 2–6 месяцев, то конструкция станка должна обеспечивать легкую замену.
-
🪚 Разделительные ролики: Валики часто разрезают на более мелкие кусочки. Это делает их более мелкими. легче, проще в установке и проще в повторном использовании..
-
⏸️ Боковые ролики: Они стоят вертикально, а не лежат ровно. Отлично подходят для металлических труб.
-
⭕ Размеры роликов: Дизайнер планирует точные средние (шаг), наименьшие и наибольшие размеры.
-
🔩 Проставки и шайбы: Эти металлические кольца надеваются на вал. Ролики, прокладки и шайбы вместе должны точно Заполните пустое пространство.
5. Что определяет количество роликов в конструкции профилировочного станка?
Люди часто спрашивают, сколько подставок для роликов им нужно. Ответ зависит от:
-
✅ Тип и толщина металла.
-
✅ Если металлическая полоса представляет собой цельный, длинный кусок.
-
✅ Если в металле имеются предварительно пробитые отверстия или вырезы.
Сегодня дизайнеры экономят время, используя компьютерные программы, такие как... Копра. Найдите лучших производителей оборудования в нашем каталоге. Топ-10 производителей профилировочных станков 2026 года: лидеры рынка список.
Калькулятор станции профилирования
Для расчета необходимого количества станций для конкретного профиля инженеры обычно используют следующие методы: Цветочный узор метод, учитывающий предел текучести материала, его толщину и сложность изгибов.
Конфигуратор машиностроения
Часто задаваемые вопросы
Форма конечного изделия — это наиболее важная часть. Для деталей большей глубины и ширины требуется больше валков.
Деталь глубиной 70 мм растягивает металл сильнее, чем деталь глубиной 60 мм. Из-за этого дополнительного растяжения для детали глубиной 70 мм требуется на 2 или 3 роликовых стенда больше.
Канавки — это небольшие линии, нанесенные методом штамповки на широкие плоские детали. Они делают металл прочнее и предотвращают его деформацию. Для их изготовления требуется более мощный двигатель и 4 дополнительных подставки.
Зазор между верхним и нижним роликами должен идеально соответствовать металлу. Конструкторы устанавливают зазор равным максимальной толщине металлической полосы плюс допуски.
Нижние приводы являются стандартными. Верхние приводы стоят дороже, но они плотно захватывают металл. Это помогает проталкивать и протягивать тяжелые рулоны через станок.
Цельные ролики очень тяжелые. Разрезание их на более мелкие части облегчает подъем, установку на станок и повторное использование.
Да. Сегодня инженеры используют специальное программное обеспечение для 3D-моделирования процесса гибки металла. Это помогает им выявлять ошибки до того, как они начнут резать реальную сталь для роликов.
Заключение: Поднимите свое производство на новый уровень в 2026 году.
Мастеринг конструкция профилегибочной машины Речь идет уже не просто о гибке металла; это инженерная точность, минимизация отходов и максимизация эффективности производства. Понимая, как взаимодействуют сложность поперечного сечения, предел текучести материала и конкретные конфигурации прокатного стана, производители могут устранить дорогостоящие дефекты — такие как изгиб, скручивание и расширение — еще до того, как будет изготовлен первый стальной лист для обработки.
В условиях ужесточения требований промышленности к 2026 году единственным способом обеспечить безупречное и высокоскоростное производство станет использование научно обоснованных принципов проектирования и передового программного обеспечения для моделирования.
Готовы ли вы оптимизировать свою производственную линию или разработать с нуля индивидуальное решение для профилирования металла? Не полагайтесь на случайность в вопросах производства. Сотрудничайте с экспертами отрасли, которые понимают сложные инженерные решения, лежащие в основе каждого отдельного ролика. Посещать Beli Rollforming Обратитесь к нам сегодня за консультацией к нашей команде инженеров мирового класса, чтобы модернизировать ваше оборудование и инвестировать в передовые станки для профилирования, разработанные в точном соответствии с вашими требованиями.


