

วิธีการปรับแต่งเครื่องขึ้นรูปโลหะแบบม้วนสำหรับความหนาโลหะเฉพาะเจาะจง การโก่งงอของเพลาเป็นความท้าทายทางเทคนิคที่พบบ่อยที่สุดสำหรับผู้ผลิตในการเปลี่ยนจากการผลิตเหล็กแผ่นบางสำหรับหลังคาบ้านพักอาศัยไปเป็นเหล็กแปโครงสร้างที่แข็งแรงทนทาน ที่ Beli RollForming เราเข้าใจว่าเครื่องจักรที่ออกแบบมาสำหรับเหล็กหนา 0.3 มม. จะเกิดการโก่งงอของเพลาอย่างรุนแรงหากถูกบังคับให้แปรรูปวัสดุหนา 1.5 มม. การปรับแต่งอย่างแม่นยำจึงไม่ใช่แค่ทางเลือก แต่เป็นข้อกำหนดสำหรับความแข็งแรงของโครงสร้าง.
ก่อนที่จะปรับแต่งลูกกลิ้งของคุณ จำเป็นอย่างยิ่งที่จะต้องตรวจสอบให้แน่ใจว่าระบบไฟฟ้าของคุณพร้อมใช้งาน เราขอแนะนำให้ตรวจสอบคู่มือผู้เชี่ยวชาญของเราเกี่ยวกับเรื่องนี้ วิธีเปรียบเทียบมอเตอร์ยี่ห้อต่างๆ สำหรับเครื่องรีดขึ้นรูปของคุณ เพื่อให้แน่ใจว่าระบบขับเคลื่อนของคุณสามารถรองรับแรงบิดที่เพิ่มขึ้นซึ่งจำเป็นสำหรับลวดเหล็กหนาขึ้นได้.
1. คำนวณระยะห่างของช่องว่างระหว่างลูกกลิ้ง
ขั้นตอนหลักใน วิธีการปรับแต่งเครื่องขึ้นรูปโลหะแบบม้วนสำหรับความหนาโลหะเฉพาะเจาะจง is setting the roll gap. The gap between the upper and lower rollers must typically be 100% to 105% of the material thickness. If the gap is too tight, you will “scuff” the paint or stretch the metal; if it is too loose, the profile will lose its crispness.
เรียนรู้เพิ่มเติม>> วิธีการปรับลูกกลิ้งเครื่องขึ้นรูปโลหะ: 11 เคล็ดลับสุดเหลือเชื่อเพื่อการดัดที่สมบูรณ์แบบ
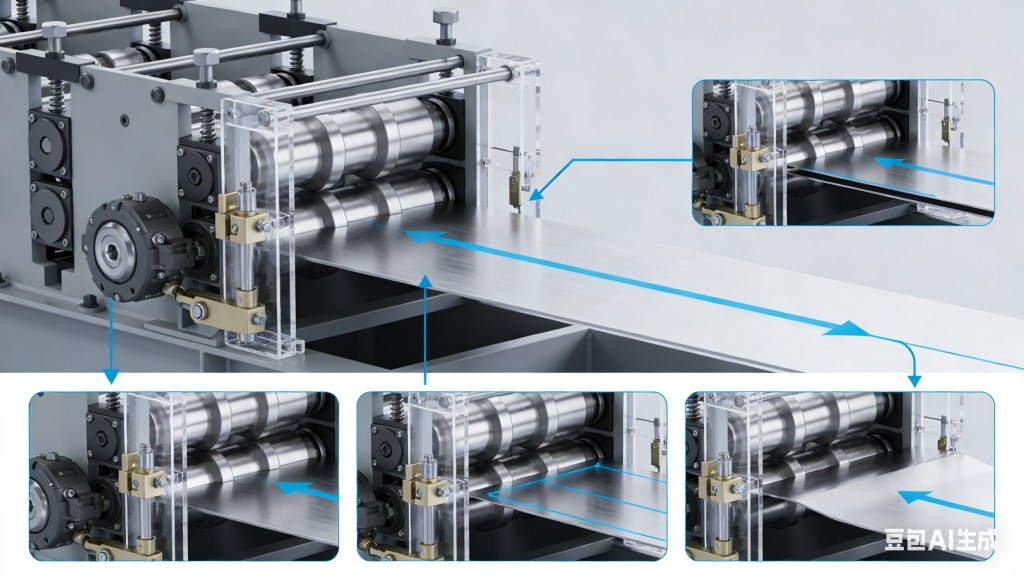
2. เส้นผ่านศูนย์กลางเพลาและความแข็งแรงของโครงสร้าง
Thicker gauges exert massive upward pressure on the top shafts. When you customize for heavy gauges (e.g., 12-gauge or 14-gauge), the shaft diameter must be increased—often from 70mm to 90mm or more—to prevent “spring back” issues. This mechanical reinforcement is a cornerstone of Beli RollForming’s heavy-duty designs.
3. การเลือกวัสดุลูกกลิ้งที่เหมาะสม
วิธีการปรับแต่งเครื่องขึ้นรูปโลหะแบบม้วนสำหรับความหนาโลหะเฉพาะเจาะจง บานพับแรกอยู่ที่ การเลือกโลหะวิทยาของลูกกลิ้งที่เหมาะสมที่สุด—ซึ่งเป็นการตัดสินใจที่สำคัญยิ่ง ส่งผลโดยตรงต่อความทนทานของอุปกรณ์ คุณภาพของผลิตภัณฑ์ และอายุการใช้งาน.
สำหรับขดลวดโลหะบางที่ทาสีไว้แล้ว เราจะระบุรายละเอียดดังนี้ ลูกกลิ้งเหล็ก GCr15 ชุบโครเมียม นับเป็นทางออกที่เหมาะสมที่สุด การผสมผสานวัสดุนี้ช่วยขจัดรอยขีดข่วนบนพื้นผิวและรักษาความสมบูรณ์ของสารเคลือบผิวสำเร็จรูป ทำให้มั่นใจได้ว่าผลิตภัณฑ์ขั้นสุดท้ายจะไร้ที่ติ สำหรับการแปรรูปเหล็กแผ่นรีดร้อนที่มีความหนา เราใช้... ลูกกลิ้งเหล็ก Cr12MoV (D2) อบชุบความร้อน, ได้รับการออกแบบมาให้ทนทานต่อแรงดันสูงและต้านทานการสึกหรอก่อนกำหนด แม้ภายใต้การใช้งานต่อเนื่องที่มีภาระสูง.
สำหรับงานที่ต้องการประสิทธิภาพที่เหนือกว่าด้วยโลหะที่มีความแข็งแรงสูงเป็นพิเศษหรือโลหะชนิดพิเศษ เรายังมีบริการอื่นๆ อีกด้วย การกำหนดค่าลูกกลิ้งเหล็ก D2 หรือ SKD11 ระดับพรีเมียม เพื่อตอบสนองความต้องการเฉพาะของลูกค้าที่เข้มงวดที่สุด.
4. การปรับลูกกลิ้งด้านข้างเพื่อควบคุมการบานของแสง
Heavy-gauge metal has a high memory. To combat “end flare,” you must customize the side-roll stations. Adding adjustable side-rolls allows the operator to apply lateral pressure, “over-bending” the profile slightly so it snaps back into the perfect 90-degree angle required by industrial standards.
5. การปรับแต่งระบบคู่มือการให้อาหาร
ตัวนำทางป้อนวัสดุเป็นจุดสัมผัสแรก หากคุณกำลังเปลี่ยนขนาดความหนา คุณต้องปรับแต่งความกว้างของทางเข้า ที่ Beli RollForming เรามีตัวนำทางป้อนวัสดุแบบใช้มือหมุนหรือแบบมอเตอร์ไฟฟ้าอัตโนมัติที่ช่วยจัดตำแหน่งขดลวดได้อย่างสมบูรณ์แบบ ทำให้มั่นใจได้ว่าส่วนกลางของโปรไฟล์จะมีความสม่ำเสมอไม่ว่าความหนาจะเป็นเท่าใดก็ตาม.
6. การสอบเทียบแรงตัดไฮดรอลิก
ส่วนสำคัญของ วิธีการปรับแต่งเครื่องขึ้นรูปโลหะแบบม้วนสำหรับความหนาโลหะเฉพาะเจาะจง is the shearing system. Cutting 0.5mm steel requires significantly less hydraulic pressure than 3.0mm steel. Customizing your hydraulic station with a proportional valve allows for smooth cutting without “crushing” the ends of the finished profile.
7. แรงบิดของมอเตอร์และอัตราทดเกียร์
Thicker metal requires more “bite.” You may need to customize the gear ratio in your transmission. A higher reduction ratio provides the slow, steady torque needed to pull heavy gauges through multiple forming stations without stalling the motor or breaking the drive chain.
8. การปรับแต่งการปรับระดับและการยืดให้ตรง
ก่อนที่โลหะจะเข้าสู่สถานีขึ้นรูปแรก โลหะจะต้องเรียบเสมอกัน เมื่อเรียนรู้ วิธีการปรับแต่งเครื่องขึ้นรูปโลหะแบบม้วนสำหรับความหนาโลหะเฉพาะเจาะจง, pay attention to the de-coiler and leveler. Thicker gauges require a 7-roll or 9-roll leveler to remove “coil set” effectively.
9. ซอฟต์แวร์ PLC และการปรับขนาดตัวเข้ารหัส
Finally, the brain of the machine must be updated. Customizing the PLC (Programmable Logic Controller) allows the operator to input specific material constants. Because thicker metal takes up more volume in the bends, the “developed width” of the coil changes. Your software must account for this to maintain length accuracy.
มาตรฐานทางวิศวกรรมสำหรับเหล็กกล้า
เมื่อทำการปรับแต่ง โปรดอ้างอิงถึงเสมอ เอเอสทีเอ อินเตอร์เนชั่นแนล มาตรฐานสำหรับค่าความคลาดเคลื่อนของความหนาของโลหะ เพื่อให้แน่ใจว่าเครื่องจักรที่ปรับแต่งเองของคุณยังคงอยู่ในขอบเขตความปลอดภัยตามกฎหมายสำหรับการผลิตเหล็กโครงสร้าง สำหรับโครงการในยุโรป โปรดตรวจสอบให้แน่ใจว่าได้ปฏิบัติตามข้อกำหนด ยูโรโค้ด 3 สำหรับชิ้นส่วนที่ขึ้นรูปด้วยวิธีเย็น.
บทสรุป
การปรับแต่งเครื่องของคุณให้สำเร็จเป็นเพียงขั้นตอนแรกเท่านั้น หากคุณกำลังใช้งานโปรไฟล์ที่สามารถเปลี่ยนได้ คุณควรศึกษาคำแนะนำโดยละเอียดของเราเพิ่มเติมด้วย วิธีการปรับเทียบเครื่องขึ้นรูปแป CZ เพื่อรับมือกับความหนาที่แตกต่างกันในกะเดียวกัน นอกจากนี้ เมื่อตั้งค่าเกจวัดแล้ว คุณสามารถสำรวจเพิ่มเติมได้ วิธีการเพิ่มประสิทธิภาพเครื่องขึ้นรูปม้วนสองชั้น เพื่อผลิตชิ้นงานที่มีความหนาแตกต่างกันสองแบบบนตัวถังเดียวกัน.
เชี่ยวชาญ วิธีการปรับแต่งเครื่องขึ้นรูปโลหะแบบม้วนสำหรับความหนาโลหะเฉพาะเจาะจง นี่คือสิ่งที่แยกซัพพลายเออร์ทั่วไปออกจากผู้นำด้านวิศวกรรมอย่าง Beli RollForming ด้วยการมุ่งเน้นไปที่ช่องว่างระหว่างลูกรีด ความแข็งแรงของเพลา และแรงดันไฮดรอลิก คุณจึงมั่นใจได้ว่าเครื่องจักรของคุณจะผลิตชิ้นงานคุณภาพสูงได้นานหลายทศวรรษ.
ต้องการโซลูชันเกจวัดแบบกำหนดเองหรือไม่? ติดต่อ เบลี่ โรลฟอร์มมิง‘s technical department to discuss your specific thickness requirements. We provide turnkey solutions for gauges ranging from 0.2mm to 4.0mm.


