DIRECCIÓN
No 1, Yd Road, distrito de Huishan, ciudad de Wuxi, Jiangsu. 214183
Horario laboral
De lunes a viernes: de 9:00 a 17:00
Sábado: 9:00 - 16:00
DIRECCIÓN
No 1, Yd Road, distrito de Huishan, ciudad de Wuxi, Jiangsu. 214183
Horario laboral
De lunes a viernes: de 9:00 a 17:00
Sábado: 9:00 - 16:00


Los sistemas de sujeción de juntas engatilladas son la aplicación de más rápido crecimiento para este equipo. Los instaladores solares utilizan clips que sujetan la junta sin penetrar el panel del techo, lo que convierte a los techos de juntas engatilladas en un sustrato preferido para la energía solar en azoteas. La asociación de Believe Industry con GameChange Solar en 2019 ilustra esta convergencia: su línea de producción conjunta utiliza perfiladoras de juntas engatilladas para fabricar canal de puntal solar Rieles de montaje compatibles con la tecnología de abrazaderas para juntas engatilladas.
Esta aplicabilidad transversal implica que los fabricantes de soportes solares invierten cada vez más en perfiladoras de juntas verticales como equipo de producción principal, ya que la misma máquina puede producir paneles para techos y componentes estructurales solares con tiempos de cambio relativamente cortos.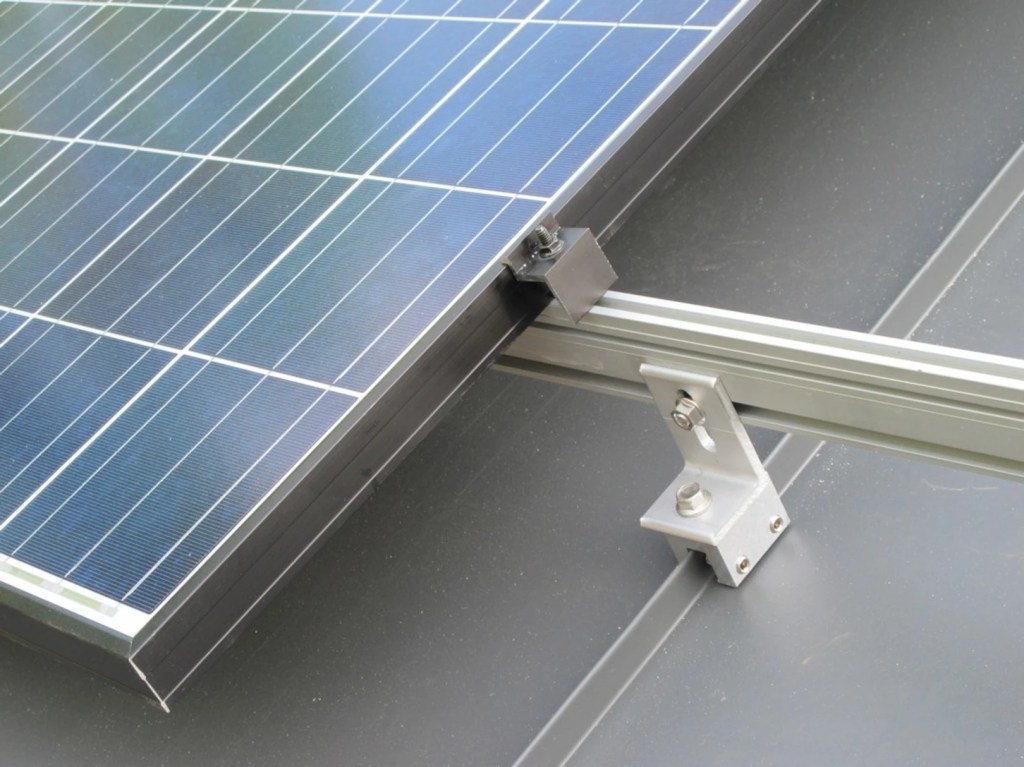
Los techos metálicos de junta alzada predominan en los techos comerciales de baja pendiente en Norteamérica y Australia. NRCA Publica directrices detalladas de instalación y estándares de pruebas de resistencia al viento que definen los requisitos mínimos de geometría de las juntas para aplicaciones comerciales. El diseño de fijación oculta elimina los puntos de falla más comunes en los techos metálicos: tornillos expuestos que se oxidan, gotean o se aflojan. Los techos de junta alzada de acero y aluminio suelen durar entre 40 y 60 años con un mantenimiento mínimo, lo que los hace competitivos en precio con las membranas de una sola capa, a pesar de los mayores costos iniciales de los materiales.
Los perfiles de junta alzada se utilizan cada vez más en paredes y fachadas por su atractivo estético, especialmente en edificios comerciales e institucionales. El revestimiento vertical de junta alzada crea un aspecto moderno a la vez que proporciona un rendimiento de envolvente resistente a la intemperie, muy similar a los principios aplicados en Revestimiento arquitectónico de paredes metálicas Sistemas que comparten consideraciones de diseño y fabricación similares a las de los techos de junta alzada. Algunos fabricantes ofrecen configuraciones de juntas horizontales para aplicaciones en paredes con una geometría diferente a la de las juntas verticales de los techos.
Los techos de graneros, almacenes y sistemas de construcción metálica prefabricada suelen utilizar perfiles de junta alzada. La resistencia a la intemperie, la velocidad de instalación y el coste del material hacen que este segmento sea sensible al precio. Los fabricantes priorizan el rendimiento de la maquinaria y la eficiencia del material por encima de la geometría de la junta.










Una máquina perfiladora de bastidores verticales para palets transforma bobinas de acero plano en...
Leer más
Las máquinas perfiladoras de juntas engatilladas producen paneles de techo de juntas engatilladas con...
Leer más
¿Qué es una máquina perfiladora de perfiles para estructuras solares? Una máquina perfiladora solar...
Leer más
Una máquina perfiladora de bandejas portacables da forma a las tiras de metal para convertirlas en bandejas portacables...
Leer más