DIRECCIÓN
No 1, Yd Road, distrito de Huishan, ciudad de Wuxi, Jiangsu. 214183
Horario laboral
De lunes a viernes: de 9:00 a 17:00
Sábado: 9:00 - 16:00
DIRECCIÓN
No 1, Yd Road, distrito de Huishan, ciudad de Wuxi, Jiangsu. 214183
Horario laboral
De lunes a viernes: de 9:00 a 17:00
Sábado: 9:00 - 16:00

Un bastidor vertical —a veces llamado columna vertical o poste vertical— es la columna vertebral de cualquier sistema de estanterías selectivas para palets. Se mantiene en posición vertical y soporta vigas horizontales, que a su vez sostienen las cargas paletizadas. Cada máquina de columna vertical con estante de almacenamiento El producto que se comercializa actualmente está diseñado en torno a un único principio: convertir el acero plano en un elemento vertical estructuralmente sólido que no se deforme bajo carga.
A Máquina perfiladora de bastidores verticales para palets La línea alimenta la tira de acero a través de una secuencia de estaciones de conformado (denominadas rodillos). Cada estación dobla la tira gradualmente hasta que la sección transversal terminada sale de la línea. La mayoría de los perfiles verticales utilizan un diseño de sección abierta con orificios perforados en las bridas (con patrones en forma de lágrima, diamante o rectangular) que permiten la instalación de conectores de viga.
Las velocidades de producción típicas oscilan entre 8 y 25 metros por minuto, dependiendo del grosor del material y la complejidad del perfil.


Introducción Un sistema de estanterías para palets no es un solo producto. Es...
Leer más
Una máquina perfiladora de canales solares es una línea de producción que transforma...
Leer más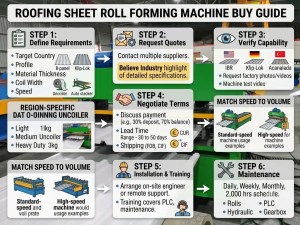
Una máquina perfiladora de láminas para techos no es una compra que se adapte a todas las necesidades.
Leer más
La máquina para paneles de techo PBR no es solo otra máquina...
Leer más