Adres
No 1, Yd Yolu, Huishan Bölgesi, Wuxi Şehri, Jiangsu. 214183
Çalışma Saatleri
Pazartesiden Cumaya: 09:00 - 17:00
Cumartesi: 09:00 - 16:00
Adres
No 1, Yd Yolu, Huishan Bölgesi, Wuxi Şehri, Jiangsu. 214183
Çalışma Saatleri
Pazartesiden Cumaya: 09:00 - 17:00
Cumartesi: 09:00 - 16:00

Dikey çerçeve (bazen dikey kolon veya dikey direk olarak da adlandırılır), herhangi bir seçici palet raf sisteminin omurgasını oluşturur. Dikey olarak durur ve paletlenmiş yükleri tutan yatay kirişleri destekler. depolama rafı dik kolon makinesi Piyasada bulunan ürünlerin tasarımı tek bir ilke üzerine kuruludur: düz çeliği, yük altında bükülmeyecek, yapısal olarak sağlam dikey bir elemana dönüştürmek.
A palet dik çerçeve rulo şekillendirme makinesi Çelik şerit, bir dizi şekillendirme istasyonundan (rulo standları olarak adlandırılır) geçirilir. Her istasyon, bitmiş kesit hattından çıkana kadar şeridi kademeli olarak büker. Çoğu dik profil, kiriş bağlantı elemanlarını kabul eden delikli flanş deliklerine (damla, elmas veya dikdörtgen desenler) sahip açık kesitli bir tasarım kullanır.
Tipik üretim hızları, malzeme kalınlığına ve profil karmaşıklığına bağlı olarak dakikada 8 ila 25 metre arasında değişmektedir.


Giriş Küresel soğuk zincir pazarı hızla büyüyor. Değerli...
Devamını oku
Giriş İç mekan bölme duvarları eskiden ahşap dikmeler, talaş vb. malzemelerden oluşurdu...
Devamını oku
Küresel araç üretimi 2025 yılında 90 milyon adede ulaştı. Her...
Devamını oku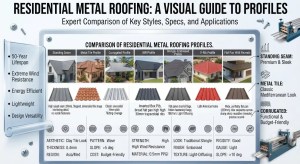
Konut çatı kaplamalarında kullanılan rulo şekillendirme makinesi, düz çelik ruloları nihai ürüne dönüştürür...
Devamını oku