Адрес
№ 1, Yd Road, район Хуэйшань, город Уси, Цзянсу. 214183
Рабочие часы
С понедельника по пятницу: с 9:00 до 17:00
Суббота: 9:00 - 16:00
Адрес
№ 1, Yd Road, район Хуэйшань, город Уси, Цзянсу. 214183
Рабочие часы
С понедельника по пятницу: с 9:00 до 17:00
Суббота: 9:00 - 16:00

Вертикальная рама — иногда называемая вертикальной колонной или вертикальной стойкой — является основой любой системы стеллажного хранения на поддонах. Она стоит вертикально и поддерживает горизонтальные балки, которые, в свою очередь, удерживают грузы на поддонах. Каждый стеллаж для хранения вертикальная колонна машина Представленные на рынке изделия разработаны на основе одного принципа: превратить плоский стальной профиль в прочный вертикальный элемент, который не будет деформироваться под нагрузкой.
А станок для профилирования рам для стоек поддонов Стальная полоса подается через последовательность формовочных станций (называемых прокатными станами). На каждой станции полоса изгибается постепенно до тех пор, пока готовое поперечное сечение не выйдет с линии. В большинстве вертикальных профилей используется конструкция с открытым сечением и перфорированными отверстиями во фланцах (каплевидной, ромбовидной или прямоугольной формы), в которые устанавливаются балочные соединители.
Типичная скорость производства составляет от 8 до 25 метров в минуту в зависимости от толщины материала и сложности профиля.


Введение. Система стеллажей для поддонов — это не один продукт. Она...
Читать далее
Станок для профилирования профилей солнечных панелей — это производственная линия, которая обрабатывает...
Читать далее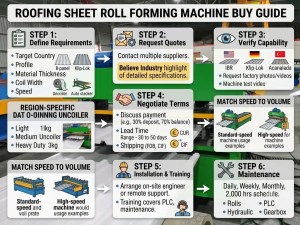
Станок для профилирования кровельных листов — это не универсальное решение. А...
Читать далее
Станок для производства кровельных панелей PBR – это не просто очередной рулон...
Читать далее