Адрес
№ 1, Yd Road, район Хуэйшань, город Уси, Цзянсу. 214183
Рабочие часы
С понедельника по пятницу: с 9:00 до 17:00
Суббота: 9:00 - 16:00
Адрес
№ 1, Yd Road, район Хуэйшань, город Уси, Цзянсу. 214183
Рабочие часы
С понедельника по пятницу: с 9:00 до 17:00
Суббота: 9:00 - 16:00










Глобальные расходы на строительство центров обработки данных в 2025 году превысили 14 250 миллиардов танзанийских рупий...
Читать далее
Введение. Система стеллажей для поддонов — это не один продукт. Она...
Читать далее
Станок для профилирования профилей солнечных панелей — это производственная линия, которая обрабатывает...
Читать далее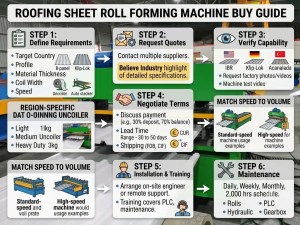
Станок для профилирования кровельных листов — это не универсальное решение. А...
Читать далее