Alamat
No 1, Jalan Yd, Daerah Huishan, Bandar Wuxi, Jiangsu. 214183
Waktu Kerja
Isnin hingga Jumaat: 9AM - 5PM
Sabtu: 9AM - 4PM
Alamat
No 1, Jalan Yd, Daerah Huishan, Bandar Wuxi, Jiangsu. 214183
Waktu Kerja
Isnin hingga Jumaat: 9AM - 5PM
Sabtu: 9AM - 4PM










Pengenalan Dinding pembahagi dalaman digunakan untuk merujuk kepada kancing kayu, habuk papan,...
Baca Lagi
Pengeluaran kenderaan global mencecah 90 juta unit pada tahun 2025. Setiap...
Baca Lagi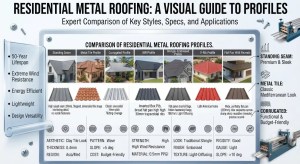
Mesin pembentuk gulung bumbung kediaman membentuk gegelung keluli rata menjadi siap...
Baca Lagi
Pengenalan Lantai mezzanine menggandakan ruang boleh guna anda tanpa perlu mengembang...
Baca Lagi