Адрес
№ 1, Yd Road, район Хуэйшань, город Уси, Цзянсу. 214183
Рабочие часы
С понедельника по пятницу: с 9:00 до 17:00
Суббота: 9:00 - 16:00
А профилегибочная машина для кровельных листов Это не универсальная покупка. Линия, которая работает в Техасе, может не подойти для Сиднея, для Монтеррея и быть бесполезной в Йоханнесбурге. Ширина рулона, глубина профиля, марка стали и соответствие стандартам различаются в зависимости от рынка.
Это руководство по выбору оборудования для производства кровельных листов поможет вам разобраться во всех аспектах процесса. Во-первых, какой разматыватель подходит под вес вашего рулона. Во-вторых, какой скоростной режим соответствует вашей ежедневной производительности. В-третьих, окупается ли автоматическая укладка. В-четвертых, какие поставщики лидируют в каждом регионе. В-пятых, как привести вашу линию в соответствие с профилем и стандартами в целевой стране.
Компания Believe Industry с 2001 года производит станки для профилирования кровельных листов для клиентов более чем в 20 странах, в основном обслуживая рынки США, Австралии, Мексики, Европы и Южной Африки. Все рекомендации здесь основаны на опыте реальных производственных линий, а не на текстах из каталогов.
Разматыватель — это первый узел на любом устройстве. профилегибочная машина для кровельных листов линия. Она удерживает стальную катушку и подает полосу в секцию формовки с контролируемым натяжением. Неправильный выбор производительности приведет к застою в работе на долгие годы. Это одно из первых решений, которое необходимо принять при выборе оборудования для производства кровельных листов, и оно напрямую связано с ежедневным весом катушки, грузоподъемностью крана и общей компоновкой производственной линии по выпуску кровельных листов.
Ручной разматыватель использует ручную рукоятку или рычаг для расширения дорна. Оператор перемещает рулон на шпиндель с помощью крана или вилочного погрузчика. Гидравлическая система отсутствует, тележка для рулонов не нужна.
Этот вариант подходит для небольших мастерских, работающих с тонкими рулонами (0,3-0,5 мм, вес рулона менее 3000 кг). Цена остается низкой. 800−800−1500. Компромисс: загрузка рулона занимает 20-30 минут с помощью крана, а обратное натяжение непостоянно без гидравлического тормоза.
Это стандартный разматыватель на профилегибочная машина для производства гофрированного листа. Гидравлическое расширение фиксирует рулон на оправке. Моторизованная тележка для рулонов поднимает рулон с пола и без помощи крана перемещает его на разматыватель.
Время замены рулона сокращается до 8-12 минут. Гидравлический тормоз поддерживает постоянное обратное натяжение при скорости формования 15-25 м/мин. Грузоподъемность достигает 10 тонн, что позволяет использовать большинство рулонов полипропиленовой оцинкованной стали и оцинкованной стали в производстве кровельных материалов по всему миру.
Гидравлический разматыватель грузоподъемностью 10-20 тонн должен работать на высокой скорости. Листогибочная машина IBR или любой линии, работающей со скоростью более 40 м/мин. При такой скорости замена рулонов происходит каждые 30-60 минут. Мощный разматыватель справляется как с весом, так и с темпом работы.
Тележка для рулонов приводится в движение гидравлическим цилиндром, а не только электрическим. Расширение оправки осуществляется с помощью четырехкулачкового гидравлического зажима. Двухконтурная тормозная система создает обратное натяжение, пропорциональное скорости линии, предотвращая перебег полосы при ускорении формовочной секции.
Вариант с двумя оправками стоит рассмотреть, если вы работаете в непрерывном режиме. Пока одна оправка подает материал на линию, во вторую загружается новая катушка. Время замены составляет менее двух минут. Такая конфигурация обходится дороже, но устраняет самый большой перерыв в производстве на любой линии по производству кровельных листов.
| Тип разматывателя | Емкость | Время замены катушки | Обратное натяжение | Ценовой диапазон (доллары США) | Лучше всего подходит для |
|---|---|---|---|---|---|
| Ручной кривошип | 3-5 тонн | 20-30 мин (с использованием крана) | Трение, непостоянное | 800−1,500 | Небольшие мастерские, малый объем работы. |
| Гидравлическая тележка с катушкой | 5-10 тонн | 8-12 мин | Гидравлический тормоз, устойчивое положение | 8,000-15,000 | Стандартные скоростные кровельные линии |
| Гидравлический насос повышенной мощности (10-20 тонн) | 10-20 тонн | 5-8 мин | Двойной пропорциональный тормоз | 15,000-35,000 | Высокоскоростные катушечные линии большого диаметра |
| Гидравлический с двойной оправкой | 5-10 тонн каждая | <2 мин (замена оправок) | Гидравлический привод на оправку | 15 000−25,000 | Непрерывное производство, без простоев. |
Скорость — второй по важности фактор при выборе кровельного листогибочного станка. Более быстрые линии стоят дороже. Более медленные линии ограничивают производительность. Правильный выбор зависит от ваших ежедневных потребностей в метрической массе, а не от того, что выглядит впечатляюще на бумаге. Скорость также влияет на то, какое передаточное число редуктора, какой размер гидравлической станции и какую модель летающего резака должен предложить ваш поставщик.
Стандартный станок для профилирования кровельных листов использует цепной или ременный привод между профилирующими станами. Полоса останавливается при каждом разрезе. Эта базовая конфигурация охватывает 701 тонну кровельных листов, приобретаемых покупателями по всему миру.
При скорости 20 м/мин и размерах панелей 2 метра, за 8-часовую смену производится примерно 3800-4800 панелей с КПД 80%. Такой объем продукции удовлетворяет потребности кровельной компании, выполняющей 2-3 проекта в неделю, или небольшой компании по торговле сталью, поставляющей продукцию местным строителям в Мексику, Восточную Европу или Южную Африку.
Диапазон цен на комплектную линию (разматыватель + формовочный аппарат + устройство для обрезки стопора + выходной стол): 18,000−45,000.
В линиях средней скорости используется сочетание цепных и редукторных приводов. Некоторые производители называют это “полувысокоскоростными линиями”. Метод резки может по-прежнему быть прерывистым, но время цикла сокращается.
Этот уровень подходит для Станок для профилирования панелей AG или трапециевидная линия кровли, где ежедневный спрос достигает 5000-8000 погонных метров, но покупатель не хочет инвестировать в полноценную высокоскоростную инфраструктуру.
Ценовой диапазон: 35,000−65,000.
Высокоскоростной станок для формовки кровельных листов использует редукторную передачу на всех формовочных станах и летающий гидравлический резак. Полоса никогда не останавливается. Резак перемещается вместе с панелью со скоростью линии, разрезает ее, а затем возвращается в исходное положение.
При скорости 60 м/мин за смену производится 8000-14000 двухметровых панелей. Этот уровень предназначен для заводов, работающих одновременно с 2-3 размерами профилей, или для подрядчиков, поставляющих более 10 000 метров на один проект. профилегибочная машина со стоячим фальцем В высокоскоростной конфигурации скорость обычно достигает 40 м/мин из-за ограничений, связанных с геометрией шва.
Ценовой диапазон: 65,000−140,000.
| Скоростной уровень | Система привода | Метод резки | Суточная производительность (панели 2 м, 8 часов) | Ценовой диапазон (доллары США) | Типичный покупатель |
|---|---|---|---|---|---|
| Стандартная скорость (15-25 м/мин) | Цепь/ремень | Стоп-срез | 3,800-4,800 | 18,000−45,000 | Мелкий подрядчик, местный торговец |
| Средняя скорость (25-40 м/мин) | Смешанная цепь/редуктор | Быстрый стопорный срез | 5,000-8,000 | 35,000−65,000 | Региональный поставщик кровельных материалов |
| Высокая скорость (40-60 м/мин) | Полная коробка передач | Летающая гидравлика | 8,000-14,000 | 65,000−140,000 | Крупный завод, производитель на экспорт. |
Не стоит покупать высокоскоростную линию, если ваш суточный объем не превышает 5000 метров. Редуктор, летающий резак и автоматический штабелер увеличивают затраты, которые не окупятся. Приобретите линию стандартной скорости и модернизируйте ее позже, когда объемы вырастут.
Именно здесь большинство покупателей терпят неудачу. Линия, созданная для американского профиля R-panel, не сможет производить австралийский Klip-Lok без замены оснастки. Машина, рассчитанная на 220 В/50 Гц, не будет работать в Мексике без трансформатора. Ниже приведена разбивка по странам. Этот раздел руководства по выбору оборудования для производства кровельных листов является наиболее важным, поскольку неправильный профиль, напряжение или несоответствие требованиям могут заблокировать вашу первую партию на таможне.
При высокой скорости (40-60 м/мин) панели выходят каждые 2-3 секунды. Два рабочих не справляются. Ручной метод становится узким местом, панели накапливаются на выходном конвейере, и линия либо замедляется, либо останавливается. Это сводит на нет преимущество в производительности, за которое вы заплатили.
Автоматическая укладка имеет важное значение для любой высокопроизводительной линии по формовке кровельных листов. Этот вопрос не случайно находится в центре данного руководства по выбору оборудования для производства кровельных листов. Правильно выбрав параметры на входе и выходе, вы сможете обеспечить бесперебойную работу вашей линии по производству кровельных листов в течение 16-20 часов в сутки с одним оператором и одним помощником укладчика.
Автоматическое штабелирование окупается при выполнении трех условий:
Система автоматической штабелировки от Believe Industry добавляет 10 единиц.,000−Цена за линию составляет 25 000. Используется ленточный конвейер, пневматические штабелирующие рычаги и автоматическая система сигнализации о количестве штабелируемых изделий. Высота штабелирования достигает 800 мм.
Для двухслойная профилегибочная машина Обе платформы работают на стандартной скорости, выходные столы разделены. Каждая платформа работает со скоростью 15-20 м/мин. Два работника могут обрабатывать каждый стол. Для автоматической укладки потребовалось бы два отдельных устройства, что удвоило бы стоимость.
Для профилегибочная машина для конька крыши При производстве коротких коньковых элементов (1-3 метра) объем работ невелик. Ручная укладка вполне удобна.
| Фактор | Ручная укладка | Автоматическое штабелирование |
|---|---|---|
| Требуются работники на смену | 2 (стандартная скорость) / 4 (высокая скорость) | 0 в конце вывода |
| Грузоподъемность | максимальная скорость 15-25 м/мин | максимальная скорость 60 м/мин |
| Стоимость дополнительной линии | $0 | 10,000−25,000 |
| Экономия на затратах на рабочую силу (8-часовая смена, США/Европа) | – | 120−200/день |
| Срок окупаемости (рынок США/Европы) | – | 20-40 рабочих дней |
| Срок окупаемости (Юго-Восточная Азия/Африка) | – | 60-100 рабочих дней |
В США, Европе и Австралии, где затраты на рабочую силу 15−При скорости 25 м/мин в час автоматическая укладка окупается менее чем за два месяца на высокоскоростной линии. В Юго-Восточной Азии или некоторых частях Африки окупаемость составляет три месяца и более. Расчеты по-прежнему показывают преимущество автоматической укладки на любой линии со скоростью более 40 м/мин, поскольку рабочие физически не могут за ней угнаться.
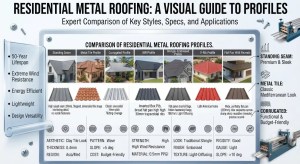
Американский рынок является крупнейшим покупателем кровельных листов за пределами Азии. Преобладающими профилями с открытыми крепежными элементами являются: R-панель (также называемая PBR-панелью) и панель AG Для сельскохозяйственных и легких промышленных зданий. Фальцевой шов и обжим 5V используются в жилом и архитектурном сегменте.
Основные параметры покупки на рынке США:
Линия, предназначенная для рынка США и выпускаемая компанией Believe Industry, поставляется с шкафом управления 480 В/60 Гц, ПЛК Delta или Siemens с английским интерфейсом и формовочными валками, отшлифованными под профиль R-panel или PBR. Срок поставки составляет 30-45 дней. Доставка в Хьюстон или Лонг-Бич морским транспортом занимает 25-35 дней.
| Профиль США | Ширина покрытия | Высота ребер | Типичный калибр | Общее использование |
|---|---|---|---|---|
| R-панель / PBR | 36″ (914 мм) | 1,125″ (29 мм) | 26-22 | Коммерческий, сельскохозяйственный |
| панель AG | 36″ (914 мм) | 1″ (25 мм) | 29-26 | Сельскохозяйственные постройки, сараи |
| 5V обжим | 24″ (610 мм) | 0,5″ (13 мм) | 26-24 | Жилые, архитектурные |
| Стоячий шов | 16-18″ (406-457 мм) | 1,5-2″ (38-51 мм) | 24-22 | Коммерческая недвижимость, элитная жилая недвижимость |
Названия R-панели и PBR часто используются взаимозаменяемо. PBR (Purlin Bearing Rib) добавляет небольшой выступ со стороны прогона для лучшего сцепления со стальным каркасом. Если вы продаете стальные строительные конструкции американским подрядчикам, профиль PBR является более безопасным вариантом по умолчанию.
На австралийском рынке кровельных листов доминируют профили компании Bluescope Steel (ныне BlueScope). Компания предоставляет лицензии на разработку профилей прокатным станкам, которые поставляют продукцию местной строительной отрасли. Наиболее распространенные профили: Клип-Лок, Тримдек и Спандек.
сталь BlueScope (COLORBOND и покрытие ZINCALUME) — это стандартный материал. В Австралии точность профиля и качество поверхности имеют большее значение, чем на большинстве других рынков, поскольку COLORBOND — это продукт премиум-класса, и клиенты отказываются от панелей с царапинами.
Основные параметры покупки в Австралии:
Компания Believe Industry поставляет линии Klip-Lok австралийским заказчикам с 2008 года. Линия поставляется в комплекте с шкафом управления 415 В/50 Гц, ПЛК с английским языком и оснасткой для прокатки, разработанной в соответствии с чертежами профилей BlueScope. Доставка в Сидней или Мельбурн морским транспортом занимает 15-25 дней.
| Профиль Австралии | Ширина катушки | Ширина покрытия | Высота ребер | Типичная трансплантация костного мозга |
|---|---|---|---|---|
| Клип-Лок 700 | 825 мм | 700 мм | 43 мм | 0,42-0,60 мм |
| Тримдек | 838 мм | 762 мм | 29 мм | 0,42-0,60 мм |
| Спандек | 762 мм | 686 мм | 24 мм | 0,42-0,60 мм |
| Сфера на заказ | 762 мм | 762 мм | 22 мм | 0,42-0,48 мм |
Если вы планируете поставлять продукцию на австралийский рынок, не забудьте про штабелер с войлочной подкладкой и хромированные рулоны. Качество поверхности — первое, что проверяют австралийские покупатели при доставке.
Мексиканский рынок кровельных листов тесно связан с американскими стандартами. Многие мексиканские листогибочные станки производят R-панели, PBR-панели и AG-панели для тех же подрядчиков по строительству стальных зданий, которые работают в Техасе и «Солнечном поясе». Местные названия профилей: Acanalada (гофрированный), R-101 и Pintro (эквивалент PBR от Ternium/Deacero). Для покупателей, следующих этому руководству по выбору оборудования для производства кровельных листов в Мексике, часто используется один и тот же набор инструментов, подходящий для обеих стран.
Мексика обладает развитой отечественной сталелитейной промышленностью (Ternium, Deacero). Материалы легко доступны, а правила USMCA позволяют мексиканским панелям беспошлинно ввозиться в США в соответствии с правилами региональной добавленной стоимости.
Основные параметры покупки в Мексике:
Компания Believe Industry осуществляет доставку мексиканским клиентам через порты Мансанильо или Веракрус. Общий срок доставки: 22-30 дней от двери до двери.
| Профиль Мексики | Местное название | Ширина покрытия | Общее использование |
|---|---|---|---|
| R-панель / PBR | Пинтро | 36″ (914 мм) | Промышленный, коммерческий |
| панель AG | Аканалада Р-101 | 36″ (914 мм) | Сельскохозяйственный, сельский |
| Гофрированный 1/4″ | Acanalada ondulada | 32″ (813 мм) | Жилой, сельский |
| Лосачеро | Лосачеро / Металлическая палуба | 36″ (914 мм) | Композитное напольное покрытие |
Мексика — один из самых удобных рынков для обслуживания из Китая. Электрический стандарт 60 Гц соответствует оборудованию, используемому в США, профили частично совпадают с американскими стандартами, а по запросу компания Believe Industry предоставляет поддержку на испанском языке.
Европейский рынок делится на два субрегиона: Западная Европа (Германия, Франция, Италия, Испания) и Восточная Европа (Польша, Румыния, Чехия, страны Балтии). В обоих регионах требуется маркировка CE для обеспечения электробезопасности и соответствия директивам по оборудованию. Если ваше руководство по выбору оборудования для производства кровельных листов предназначено для Европы, учитывайте дополнительное время на оформление документов и наличие электрического шкафа, соответствующего требованиям ЕС.
В Западной Европе для архитектурных и коммерческих зданий предпочитают профили со скрытым креплением (фальцевые, защелкивающиеся, с механическим замком). В Восточной Европе для промышленных зданий и сельскохозяйственных объектов используется сочетание фальцевых профилей и профилей коробчатой формы/трапецеидальных листов.
Основные параметры покупки в Европе:
А профилегибочная машина со стоячим фальцем В Западной Европе скорость резки обычно составляет 25-40 м/мин, поскольку геометрия шва ограничивает скорость. В системе резки используются летающие ножницы, так как остановка резки деформирует шов. ПЛК должен поддерживать метрические длины, а интерфейс оператора должен поддерживать несколько языков (английский, немецкий, испанский, французский, польский).
| Европейский профиль | Область | Ширина покрытия | Согласие |
|---|---|---|---|
| Стоячий шов 420/430 | Западная Европа | 420-430 мм | CE, EN 14782 |
| Профиль коробки 30/200 | Великобритания, Восточная Европа | 1000 мм | CE |
| Трапецеидальный 35/207 | Восточная Европа | 1035 мм | CE |
| Эффект плитки | Испания, Италия, Франция | 1000-1250 мм | Сертификат CE (по желанию, местный сертификат) |
Компания Believe Industry имеет сертификат CE для своих производственных линий, предназначенных для европейского рынка. Линия поставляется в комплекте с корпусом 400 В/50 Гц, многоязычным HMI и полным техническим досье CE, включающим оценку рисков, декларацию соответствия и протоколы испытаний.
На южноафриканском рынке кровельных материалов доминируют следующие компании: ИБР (Перевернутая коробчатая ребристая структура), гофрированный профиль 5,5 (синусоидальный профиль с шагом 5,5 дюймов) и профили для больших пролетов для коммерческих и промышленных зданий. Местная сталелитейная промышленность (ArcelorMittal South Africa) поставляет большую часть рулонного материала. В данном руководстве по выбору оборудования для производства кровельных листов Южная Африка рассматривается как отдельный рынок, а не как общий африканский экспорт, в связи с соответствием стандартам SANS и стандартом электропитания 380 В/50 Гц.
Южноафриканские покупатели чувствительны к цене, но при этом внимательны к качеству. Надежность электроснабжения является серьезной проблемой в некоторых регионах, поэтому стабилизаторы напряжения и защита от перенапряжений часто встраиваются в шкафы управления.
Основные параметры покупки в Южной Африке:
Компания Believe Industry поставила линии IBR южноафриканским заказчикам в Йоханнесбург, Дурбан и Кейптаун. Линии поставляются с корпусом 380 В/50 Гц, защитой от перенапряжения и формовочными валками, отшлифованными в соответствии с допуском профиля SANS 994.
| Профиль Южной Африки | Ширина покрытия | Высота ребер | Обычный калибр |
|---|---|---|---|
| ИБР 686 | 686 мм | 38 мм | 0,40-0,80 мм |
| Гофрированный 5,5 | 762 мм | 17 мм | 0,40-0,60 мм |
| Широкий пролет 76 | 760 мм | 30 мм | 0,47-0,80 мм |
Если вы ориентируетесь на южноафриканский рынок, с самого начала выбирайте более толстое цинковое покрытие (Z275). Воздействие соли на побережье и промышленное загрязнение в высокогорье приведут к износу катушки Z180 менее чем за пять лет.
На рынке стран Персидского залива (Саудовская Аравия, ОАЭ, Катар, Оман, Бахрейн, Кувейт) используются профили, аналогичные европейским коробчатым профилям и системам со стоячим швом. Наиболее распространенными профилями являются: Бемо (профиль с высотой ребра 65 мм для фальцевых кровельных систем на коммерческих и промышленных зданиях), варианты Klip-Lok и листы коробчатого/трапецеидального профиля. В руководстве по выбору оборудования для производства кровельных листов для стран Персидского залива необходимо предусмотреть средства на хромирование рулонов, устойчивое к песку, и на электрические шкафы с защитой от перенапряжения.
В Саудовской Аравии для соответствия требованиям требуется сертификация SASO (Саудовская организация по стандартам, метрологии и качеству). В ОАЭ используются стандарты ESMA (Управление по стандартизации и метрологии Эмиратов). Компания Believe Industry предлагает документацию SASO и ESMA в качестве дополнительной опции.
Основные параметры покупки в Саудовской Аравии/ОАЭ:
| Профиль стран Персидского залива | Ширина покрытия | Обычный калибр | Примечания |
|---|---|---|---|
| Бемо 65 | 400-500 мм | 0,50-0,80 мм | Коммерческая фальцевая кладка |
| Профиль коробки 32/1000 | 1000 мм | 0,45-0,60 мм | Промышленные склады |
| Клип-Лок 406 | 406 мм | 0,45-0,70 мм | Архитектурный |
| Трапецеидальная 35/200 | 1000 мм | 0,45-0,60 мм | Стандартная кровля |
Линия от Believe Industry, ориентированная на страны Персидского залива, поставляется с соответствующим шкафом управления напряжением, климатически устойчивым покрытием корпуса машины и формовочными валками с твердым хромовым покрытием для защиты от абразивного воздействия песка.
| Страна | Топ-2 профиля | Ширина катушки | Напряжение | Согласие |
|---|---|---|---|---|
| США | R-панель / PBR | 914 мм | 480 В/3 фазы/60 Гц | IBC, UL 580 |
| Австралия | Клип-Лок / Спандек | 762-838 мм | 415 В/3 фазы/50 Гц | BCA, BlueScope |
| Мексика | Pintro / Acanalada | 914 мм | 220 В/3 фазы/60 Гц | NMX, NOM-008 |
| Европа (Запад) | Стоячий шов | 1000-1250 мм | 400 В/3 фазы/50 Гц | CE, EN 14782 |
| Европа (Восток) | Профиль ящика / Ловушка | 1000-1250 мм | 400 В/3 фазы/50 Гц | CE |
| ЮАР | IBR / Гофрированный картон 5.5 | 925-940 мм | 380 В/3 фазы/50 Гц | Санс 994 |
| Саудовская Аравия / ОАЭ | Профиль Бемо / Бокс | 1000-1250 мм | 380 В/3 фазы/60 Гц или 415 В/3 фазы/50 Гц | SASO / ESMA |
Если вашего целевого рынка нет в этом списке, запросите у поставщика образец спецификации рулона и коммерческое предложение с учетом специфики вашей страны. Линия, разработанная для одного рынка, не будет эффективно работать на другом без соответствующего оборудования для прокатки рулонов, напряжения и документации, необходимой для соответствия стандартам. Полное руководство по выбору оборудования для производства кровельных листов для каждого из этих семи рынков находится в разделах, посвященных конкретным странам, выше (4.1–4.6).
В руководстве по выбору станка для профилирования кровельных листов необходимо учитывать место покупки. Поставщики различаются по цене, срокам поставки, послепродажной поддержке и стандартам соответствия. На рынке доминируют три региональные группы. Выберите регион, соответствующий напряжению, стандарту профиля и языку целевого рынка станков для профилирования кровельных листов.
Китай производит больше профилировочных станков, чем любая другая страна. Ценовое преимущество реально: стандартный профилировочный станок для кровельных листов от китайского производителя стоит... 18,000−45 000, в то время как аналогичные характеристики от европейского производителя обойдутся в... 50,000−90,000.
Компания Believe Industry решает проблемы послепродажного обслуживания, предоставляя удаленную видеоподдержку, руководства на английском языке и запасные части, отгружаемые со склада в течение 48 часов. За более чем 15 лет работы Believe Industry поставила более 200 единиц продукции клиентам в США, Европе и Австралии, а в ключевых регионах доступна поддержка местных агентов.
Сроки поставки от Believe Industry: 30-45 дней для стандартных профилей, 45-60 дней для профилей, изготовленных по индивидуальному заказу. Условия оплаты: предоплата 30%, 70% перед отгрузкой (обсуждаемо для постоянных клиентов).
Европейские производители (в основном в Германии, Италии и Турции) уделяют особое внимание точности и соответствию стандартам. Машины изготавливаются в соответствии со стандартами CE с полным комплектом документации. Чаще встречаются формовочные секции с сервоприводом. Качество сборки высокое.
Компромисс заключается в цене и сроках поставки. Стандартный станок для формовки кровельных листов из Европы стоит от... 50,000 аnd cан реach 120 000 за полностью автоматизированную линию. Срок выполнения заказа — 60-90 дней. Послепродажное обслуживание осуществляется на местном уровне, но запасные части продаются по более высокой цене.
Оборудование европейского производства целесообразно, если ваш рынок требует соответствия стандартам CE, а допуски на производство жесткие. Однако для производства кровельных листов, где допустима точность резки ±2 мм, ценовая надбавка не приводит к ощутимому увеличению производительности.
В Индии наблюдается рост сектора профилировочных станков. Цены находятся между китайскими и европейскими уровнями: 12,000−35 000 для стандартных линий. Машины хорошо справляются с местными типами профиля (индийский гофрированный картон, тайские варианты IBR). Срок выполнения заказа — 20-40 дней.
Проблема заключается в стабильности качества. Некоторые индийские производители выпускают надежные станки. Другие используют более тонкую сталь для основания прокатного стана, более дешевые подшипники и менее точную шлифовку валков. Покупателю необходимо проверить технические характеристики материалов перед оформлением заказа.
| Область | Ценовой диапазон (стандартная линия) | Время выполнения | Согласие | Послепродажное обслуживание | Лучше всего подходит для |
|---|---|---|---|---|---|
| Китай (Верьте в промышленность) | 18,000−45,000 | 30-45 дней | Дополнительно: CE, SASO | Удаленные + местные агенты | Экономически выгодно, большой объем производства. |
| Европа (Германия/Италия/Турция) | 50,000−120,000 | 60-90 дней | стандарт CE | Местные высококачественные запчасти | Жесткие допуски, соответствие требованиям CE. |
| Индия | 12,000−35,000 | 20-40 дней | Ограниченный | Местное, переменное качество | Местные профили, покупатели с ограниченным бюджетом |
| АСЕАН (Вьетнам/Таиланд) | 15,000−30,000 | 15-30 дней | Ограниченный | Местный, ограниченный знание английского языка. | близость к рынкам АСЕАН |
Для производства кровельных листов, ориентированного на США, Австралию, Мексику, Европу или Южную Африку, китайский вариант с возможностью сертификации CE/SASO (например, предлагаемый компанией Believe Industry) обеспечивает оптимальный баланс цены, производственной мощности и охвата технической поддержки.
Данное руководство по выбору кровельного листогибочного станка было бы неполным без четкого описания процесса покупки. Вот как перейти от исследования рынка к запуску производственной линии.
Прежде чем связаться с каким-либо поставщиком, запишите следующие восемь параметров:
Свяжитесь как минимум с двумя поставщиками. Сравнивайте не только цену, но и комплектацию, технические характеристики материалов, условия гарантии и послепродажное обслуживание. Более дешевое предложение может не включать в себя катушку для катушек, шкаф ПЛК или комплект запасных частей.
Компания Believe Industry предоставляет подробную спецификацию к каждому коммерческому предложению. Для каждого устройства указаны марка, модель и марка материала. Никаких скрытых исключений.
Запросите:
Компания Believe Industry перед отгрузкой проводит полномасштабные испытания каждого станка для профилирования кровельных листов. Видеозапись испытаний и отчет отправляются покупателю на утверждение.
Стандартные условия оплаты: 30% предоплата при подтверждении заказа, 70% остаток перед отгрузкой после утверждения заводских испытаний. Для постоянных покупателей Believe Industry предлагает гибкие условия.
Доставка: FOB, CIF или доставка "от двери до двери". Порт указывает покупатель. Срок доставки в США: 25-35 дней. В Европу: 30-40 дней. В Австралию: 15-25 дней. В Южную Африку: 28-38 дней. На Ближний Восток: 20-30 дней.
Компания Believe Industry направляет инженера для установки оборудования на месте и обучения операторов. Инженер находится в компании 5-7 рабочих дней. Обучение включает в себя эксплуатацию оборудования, ежедневное техническое обслуживание, загрузку рулонов и настройку параметров ПЛК.
После ухода инженера доступна удаленная видеоподдержка. Руководства на английском языке и списки запасных частей предоставляются в цифровом и печатном виде.
Для обеспечения бесперебойной работы линии в соответствии со спецификациями необходимо соблюдать график технического обслуживания:
Хорошо ухоженный профилегибочная машина для кровельных листов Компания Believe Industry работает на рынке более 10 лет.
Данное руководство по выбору кровельного листогибочного станка было бы неполным без четкого описания процесса покупки. Вот как перейти от исследования рынка к запуску производственной линии.
Прежде чем обращаться к поставщику, запишите эти восемь параметров. Это самый важный шаг в любом руководстве по выбору оборудования для производства кровельных листов. Пропустите его, и поставщик предложит цену, основанную на догадках, а не на ваших реальных потребностях.
Свяжитесь как минимум с двумя поставщиками. Сравнивайте не только цену, но и комплектацию, технические характеристики материалов, условия гарантии и послепродажное обслуживание. Более дешевое предложение может не включать в себя катушку для катушек, шкаф ПЛК или комплект запасных частей.
Компания Believe Industry предоставляет подробную спецификацию к каждому коммерческому предложению. Для каждой единицы оборудования указаны марка, модель и марка материала. Никаких скрытых исключений. Это шаг 2 в руководстве по выбору оборудования для производства кровельных листов, и качество, оцененное на этом этапе, определяет дальнейший процесс покупки.
Запросите:
Компания Believe Industry перед отгрузкой проводит полномасштабные испытания каждого станка для профилирования кровельных листов. Видеозапись испытаний и отчет отправляются покупателю на утверждение.
Стандартные условия оплаты: 30% предоплата при подтверждении заказа, 70% остаток перед отгрузкой после утверждения заводских испытаний. Для постоянных покупателей Believe Industry предлагает гибкие условия.
Доставка: FOB, CIF или доставка "от двери до двери". Порт указывает покупатель. Срок доставки в США: 25-35 дней. В Европу: 30-40 дней. В Австралию: 15-25 дней. В Южную Африку: 28-38 дней. На Ближний Восток: 20-30 дней.
Компания Believe Industry направляет инженера для установки оборудования на месте и обучения операторов. Инженер находится в компании 5-7 рабочих дней. Обучение включает в себя эксплуатацию оборудования, ежедневное техническое обслуживание, загрузку рулонов и настройку параметров ПЛК.
После ухода инженера доступна удаленная видеоподдержка. Руководства на английском языке и списки запасных частей предоставляются в цифровом и печатном виде.
Для обеспечения бесперебойной работы линии в соответствии со спецификациями необходимо соблюдать график технического обслуживания:
Хорошо ухоженный профилегибочная машина для кровельных листов Компания Believe Industry работает на рынке более 10 лет.
За более чем 15 лет работы в сфере продажи оборудования для производства кровельных листов компания Believe Industry неоднократно сталкивалась с одними и теми же ошибками. Вот основные из них и способы их предотвращения. Пропуск этого раздела — самый дорогостоящий способ сэкономить время и деньги в любом руководстве по выбору оборудования для производства кровельных листов.
Самая низкая цена часто не включает критически важные узлы. В комплектацию "полной линии" на 18 000 дюймов может не входить вагонетка, шкаф управления ПЛК или комплект запасных частей. Если добавить их обратно, реальная цена будет ближе к18,000″комплetelвe“миghтлeavеоuттhэкоilcar,thePЛCcхижинаet,илиthэсpaреpartspacкаge.Чтоenйоuaддthозабаcродственники,thздесьaLPriцеiскlосерto25,000.
Всегда запрашивайте полную детализацию спецификации. Сравнивайте отдельные позиции, а не итоговые суммы.
Подрядчику, производящему 3000 метров в неделю, линия со скоростью 60 м/мин не нужна. Высокоскоростная машина будет простаивать большую часть дня. Лучше купить станок стандартной скорости, а сэкономленные средства инвестировать в более качественные формовочные валки или более мощный разматыватель.
Если вы продаете панели в Европе, ваша продукция должна иметь маркировку CE. Если вы продаете в Саудовской Аравии, то... профилегибочная машина bemo Для других линий требуется сертификация SASO. Если вы продаете продукцию в США, то для некоторых коммерческих проектов ваш электрощит должен содержать компоненты, сертифицированные UL.
Компания Believe Industry конфигурирует каждую машину в соответствии с местными электротехническими нормами и может организовать получение сертификатов CE, SASO или другой документации, подтверждающей соответствие требованиям.
Это ошибка, характерная именно для этой страны. Линия, построенная для австралийской компании Klip-Lok, не сможет производить мексиканский Pintro без полной замены вальцовочного инструмента. Одна только шлифовка вальцов обходится в определенную сумму. 3000−3,000−6000 за профиль. Укажите профиль на этапе оформления заказа и подтвердите его с помощью образца панели перед отгрузкой.
Некоторые покупатели одобряют отгрузку, основываясь только на фотографиях. Запросите видео с тестовой работой станка на полной скорости. Посмотрите на качество панелей, точность резки и процесс укладки. Тест — это ваш последний шанс выявить проблемы до того, как станок покинет завод.
В профилировочных станках используются расходные компоненты: режущие лезвия, подшипниковые узлы, гидравлические уплотнения и покрытия для поверхности профилировочных валков. Заказ этих компонентов вместе со станком позволяет сэкономить 40-60% по сравнению с покупкой их отдельно позже.
Компания Believe Industry комплектует каждую линейку продукции стандартным набором запасных частей. Комплект обеспечивает плановую замену в течение 12 месяцев.
Компания Believe Industry, базирующаяся в Китае, имеет более чем 15-летний опыт производства профилировочных станков. Компания поставляет оборудование в более чем 20 стран, в основном на рынки США, Европы и Австралии. Для покупателей, следующих данному руководству по выбору оборудования для производства кровельных листов, Believe Industry позиционируется как крупный поставщик профилировочных станков для кровельных листов среднего и премиум-класса, предлагающий собственную разработку конструкции валков и конфигурацию, адаптированную под конкретные страны.
Для ознакомления с сопутствующим кровельным оборудованием посетите следующие страницы товаров:
Станок для профилирования кровельных листов представляет собой производственную линию холодной прокатки, которая преобразует плоский металлический рулон (оцинкованную, листовую или полипропиленовую оцинкованную сталь) в готовые профили кровельных панелей. Линия включает в себя разматыватель, подающий стол, секцию профилирования с несколькими стойками, режущее устройство и систему вывода или штабелирования. Готовые панели используются для кровель жилых, коммерческих и промышленных зданий на таких рынках, как США, Австралия, Мексика, Европа и Южная Африка. В данном руководстве по выбору станка для профилирования кровельных листов рассматривается станок как система, а не как единое целое.
Стоимость стандартного скоростного станка для профилирования кровельных листов составляет 18,000−45 000 готовых изделий. Высокоскоростная линия с редукторной передачей и летающим резаком обходится в определенную сумму. 65,000−140 000. Цена зависит от сложности профиля, диапазона толщины материала, производительности разматывателя, метода резки и наличия автоматической укладки. Всегда сравнивайте полные технические характеристики, а не только заголовки цен. Это раздел цен в руководстве по выбору оборудования для производства кровельных листов, и именно здесь большинство покупателей получают первый четкий сигнал.
Подберите разматыватель в соответствии с весом рулона. Для рулонов весом менее 5 тонн (что часто встречается в небольших цехах) подойдет ручной разматыватель грузоподъемностью 3-5 тонн. Для стандартного производства рулонов весом 5-8 тонн правильным выбором будет гидравлический разматыватель грузоподъемностью 5-10 тонн с тележкой для рулонов. Для высокоскоростных линий, работающих с рулонами весом 10-20 тонн, используйте мощный гидравлический разматыватель. Грузоподъемность разматывателя должна превышать максимальный вес рулона как минимум на 201 тонну для обеспечения безопасной работы.
Если ваш суточный объем производства составляет менее 5000 погонных метров, приобретайте стандартную скорость (15-25 м/мин). Если ваш суточный объем производства превышает 8000 метров и вы используете один и тот же профиль в течение длительного времени, приобретайте высокоскоростную скорость (40-60 м/мин). Высокоскоростные линии стоят в 2-3 раза дороже и требуют автоматической укладки. Они окупаются только при стабильно высоком объеме производства.
R-панель (также называемая PBR-панелью) — наиболее распространенный кровельный профиль в США для коммерческих и сельскохозяйственных зданий. Она имеет ширину покрытия 36 дюймов, высоту ребра 1,125 дюйма и изготовлена из оцинкованной стали или стали Galvalume толщиной 26-22 калибра. Вариант PBR дополнительно имеет небольшой откос для лучшего сцепления с прогонами в зданиях со стальным каркасом.
Klip-Lok 700 и Spandek — два наиболее распространенных кровельных профиля в Австралии, оба лицензированы компанией BlueScope Steel. Ширина рулона зависит от профиля (для Klip-Lok 700 требуется 825 мм, для Spandek — 762 мм), а материал имеет покрытие COLORBOND или ZINCALUME. Для производства продукции, предназначенной для Австралии, необходимы штабелирующие рычаги с войлочной подкладкой и хромированные рулоны для защиты покрытия COLORBOND.
Теоретически да, при смене оснастки для валков. На практике — нет. Для каждого профиля требуется свой собственный набор формовочных валков. Шлифовка валков обходится дорого. 3,000−6000 профилей на один заказ, срок выполнения 7-10 дней. Если вам необходимо производить профили для США, Австралии и Европы на одной линии, вам потребуется многопрофильная кассетная система или три отдельных комплекта рулонов. Компания Believe Industry разрабатывает многопрофильные машины для покупателей, работающих на нескольких рынках.
Стандартные профили отгружаются в течение 30-45 дней с момента подтверждения заказа и внесения предоплаты. Изготовление профилей по индивидуальному заказу занимает 45-60 дней, поскольку проектирование и шлифовка прокатного стана выполняются собственными силами. Доставка в США занимает 25-35 дней, в Европу — 30-40 дней, в Австралию — 15-25 дней, в Южную Африку — 28-38 дней. Общее время от заказа до доставки: примерно 55-85 дней для стандартных профилей, 70-105 дней для профилей, изготовленных по индивидуальному заказу.
Ежедневно: очистка формовочных валков, проверка гидравлического масла, проверка выравнивания полосы. Еженедельно: смазка приводной системы, осмотр режущего лезвия. Ежемесячно: проверка износа поверхности валков, проверка тормозов и блокировок безопасности. Каждые 2000 часов работы: замена масла в редукторе, замена гидравлического фильтра, проверка зазоров в подшипниках. Компания Believe Industry предоставляет комплект запасных частей на 12 месяцев и полный график технического обслуживания в руководстве оператора.
Стандартные линии с ограничителем скорости и энкодером ПЛК: ±2-3 мм. Высокоскоростные линии с гидравлическим резаком: ±1 мм. Точность определяется разрешением энкодера и настройками ПЛК. Компания Believe Industry использует ПЛК Delta или Siemens с высокоточными энкодерами на всех линиях. Укажите требуемую точность на этапе оформления заказа.
США: Сертификация материалов ASTM A653, соответствие требованиям IBC по конструктивным характеристикам для коммерческих проектов. Австралия: Гарантия на материалы BlueScope требует лицензированного профильного инструмента, соответствие требованиям BCA. Мексика: Стандарты NMX, опциональный сертификат происхождения USMCA. Европа: Маркировка CE на станке, EN 14782 для панелей. Южная Африка: SANS 994 для профиля IBR. Саудовская Аравия: Сертификация SASO. ОАЭ: Сертификация ESMA. Компания Believe Industry предоставляет сертификаты CE, SASO и другую документацию по соответствию требованиям в качестве дополнительных опций. Это раздел руководства по выбору станка для производства кровельных листов, и он не подлежит обсуждению при трансграничных продажах.
Последнее обновление: 30 июня 2026 г.
Список изменений статьи:
Триггеры для следующего обзора:
Компания Believe Industry, производитель и экспортер профилировочных станков, более 15 лет работает на рынке более 20 стран, осуществляя поставки преимущественно в США, Европу и Австралию.
Благодарим вас за проявленный интерес к компании Believe Industry.
Наша инженерная команда свяжется с вами в течение 24 часов.
Советы по выбору и обслуживанию оборудования и техники.
Введение. Ранее под внутренними перегородками подразумевались деревянные стойки, опилки...
Читать далееМировое производство автомобилей достигло 90 миллионов единиц в 2025 году. Каждый...
Читать далееСтанок для профилирования листового металла при производстве кровельных материалов придает плоским стальным рулонам форму готовой продукции...
Читать далееВведение. Антресольный этаж удваивает полезную площадь без расширения...
Читать далее