Address
No 1, Yd Road, Huishan District, Wuxi City, Jiangsu. 214183
Work Hours
Monday to Friday: 9AM - 5PM
Saturday: 9AM - 4PM
Address
No 1, Yd Road, Huishan District, Wuxi City, Jiangsu. 214183
Work Hours
Monday to Friday: 9AM - 5PM
Saturday: 9AM - 4PM

An upright frame — sometimes called an upright column or vertical post — is the backbone of any selective pallet racking system. It stands vertically and supports horizontal beams, which in turn hold palletized loads. Every storage rack upright column machine on the market is designed around this single principle: turn flat steel into a structurally sound vertical member that won’t buckle under load.
A pallet upright frame roll forming machine feeds steel strip through a sequence of forming stations (called roll stands). Each station bends the strip incrementally until the finished cross-section exits the line. Most upright profiles use an open-section design with punched flange holes (teardrop, diamond, or rectangular patterns) that accept beam connectors.
Typical production speeds range from 8 to 25 meters per minute, depending on material thickness and profile complexity.


Introduction A pallet racking system is not one product. It...
Read More
A solar channel roll forming machine is a production line that turns...
Read More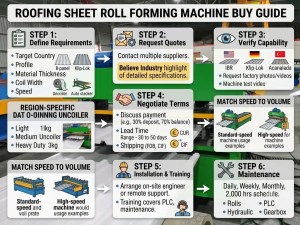
A roofing sheet roll forming machine is not a one-size-fits-all purchase. A...
Read More
The PBR roof panel machine is not just another roll...
Read More