Alamat
No 1, Jalan Yd, Distrik Huishan, Kota Wuxi, Jiangsu. 214183
Jam Kerja
Senin sampai Jumat: 09.00 - 17.00
Sabtu: 09.00 - 16.00
Alamat
No 1, Jalan Yd, Distrik Huishan, Kota Wuxi, Jiangsu. 214183
Jam Kerja
Senin sampai Jumat: 09.00 - 17.00
Sabtu: 09.00 - 16.00
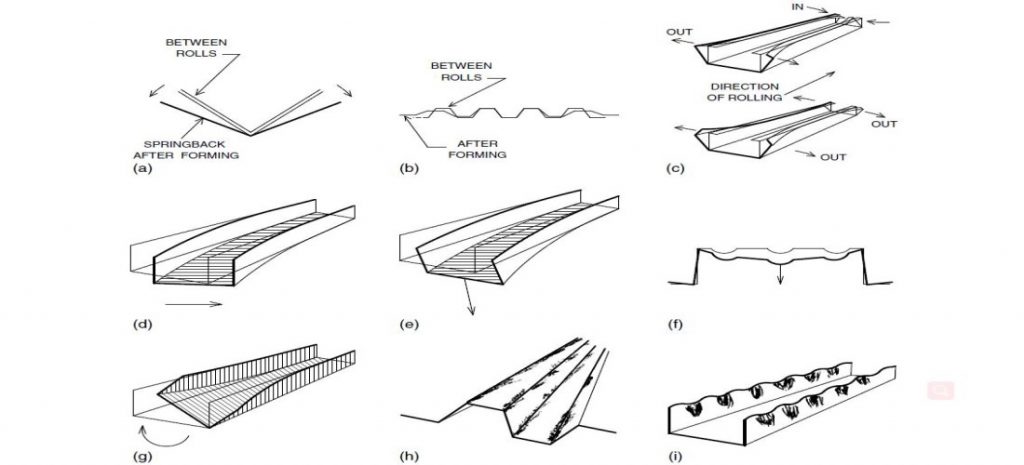
Pemecahan masalah mesin pembentuk rol Ketelitian dalam pengoperasian merupakan salah satu keterampilan dasar seorang operator. Artikel ini akan menunjukkan kepada pembaca beberapa masalah umum dan solusinya terkait toleransi panjang.
Bagian sakelar, pembatas, dan pin yang longgar. Kencangkan atau ganti semua bagian yang longgar.
1. Roda encoder aus. Sesuaikan koefisien toleransi atau ganti encoder. 2. Kotoran pada roda. Bersihkan. 3. Proses pembentukan gulungan berjalan miring terhadap roda encoder. Perbaiki sudutnya. 4. Roda bergetar saat produk bergetar. Hilangkan getaran tersebut. 5. Posisi encoder berada di sisi masuk dan produk meregang selama proses pembentukan gulungan. Pindahkan encoder. 6. Poros encoder bengkok. Ganti.
Pengaturan yang salah, jarak, sudut, lokasi, pemasangan yang longgar, atau masalah kelistrikan.
Data yang dimasukkan oleh operator salah. Lokasi perangkat mekanis salah.
1. Mesin pres tidak berhenti di titik mati atas (TDC) 2. Kopling atau rem rusak 3. Volume atau tekanan udara tidak memadai untuk mengoperasikan kopling dan rem 4. Masalah pada aksesori atau katup pneumatik
1. Jumlah udara tidak mencukupi atau tekanan udara rendah. 2. Masalah pada katup. 3. Pengaturan waktu atau komponen listrik/elektronik yang tidak tepat. 4. Pengaturan langkah yang tidak benar. 5. Selang dan komponen lain yang bocor.
1. Masalah pada sistem hidrolik (tekanan, volume, masalah pada katup atau komponen lain, tekanan rendah pada akumulator, dll.). 2. Selang dan komponen aksesori bocor.
1. Kurangnya pelumasan. 2. Kotoran di antara bagian yang bergeser. 3. Sensor yang tidak terpasang dengan benar.
1. Kecepatan tidak disesuaikan dengan kecepatan strip atau produk. 2. Cetakan tidak sepenuhnya kembali ke posisi semula. 3. Komponen longgar. 4. Dapat berupa masalah pneumatik, hidrolik, mekanik, atau listrik, tergantung pada jenis akselerator.
Kecepatan produk dapat berkurang atau bervariasi karena pemasangan pelurus yang salah atau terlalu kencang.
Dapat memberikan efek yang sama seperti pelurus rambut, terutama jika lebar produk berubah atau jika gerigi yang tebal menimbulkan gesekan pada pemandu masuk.
1. Poros yang bengkok dapat menciptakan titik jepit dan titik longgar pada setiap putaran. Hal ini akan memengaruhi kecepatan produk. 2. Tergantung pada desain rol, lintasan yang diatur pada celah yang berbeda dapat mempercepat atau memperlambat kecepatan strip, yang dapat memengaruhi toleransi panjang. 3. Bantalan yang buruk dapat bertindak sebagai rem terus-menerus atau terputus-putus. 4. Pelumasan: pengaplikasian pelumas yang tidak merata dapat menyebabkan fluktuasi kecepatan lini produksi.
1. Rem yang aus atau disetel tidak benar dapat mengubah kecepatan strip pada setiap putaran uncoiler (tidak kritis jika penghenti positif digunakan) 2. Lengan uncoiler yang terlalu kencang (membentuk gulungan bundar menjadi bentuk segitiga atau persegi panjang) dapat mengubah kecepatan jalur (tidak kritis jika penghenti positif digunakan)
1. Pengaturan yang salah2. Pengaturan celah antar rol yang salah3. Pengaturan mesin pres, sensor, akselerator cetakan, dan rem penggulung yang salah
Percayalah pada Perusahaan Industri Memiliki pengalaman lebih dari 15 tahun dalam pemecahan masalah mesin pembentuk gulungan, dan telah melatih lebih dari 1000 pekerja terampil untuk para pengguna mesin pembentuk gulungan. Jika Anda ingin membeli mesin pembentuk gulungan atau ingin mempelajari pemecahan masalah mesin pembentuk rol. Hubungi kami sekarang.


Pendahuluan Pasar rantai dingin global sedang booming. Bernilai...
Baca selengkapnya
Pendahuluan Dinding partisi interior dulunya berarti rangka kayu, serbuk gergaji,...
Baca selengkapnya
Produksi kendaraan global mencapai 90 juta unit pada tahun 2025. Setiap...
Baca selengkapnya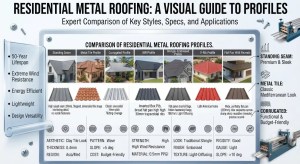
Mesin pembentuk gulungan atap perumahan membentuk gulungan baja datar menjadi produk jadi...
Baca selengkapnya