Address
No 1, Yd Road, Huishan District, Wuxi City, Jiangsu. 214183
Work Hours
Monday to Friday: 9AM - 5PM
Saturday: 9AM - 4PM
Address
No 1, Yd Road, Huishan District, Wuxi City, Jiangsu. 214183
Work Hours
Monday to Friday: 9AM - 5PM
Saturday: 9AM - 4PM
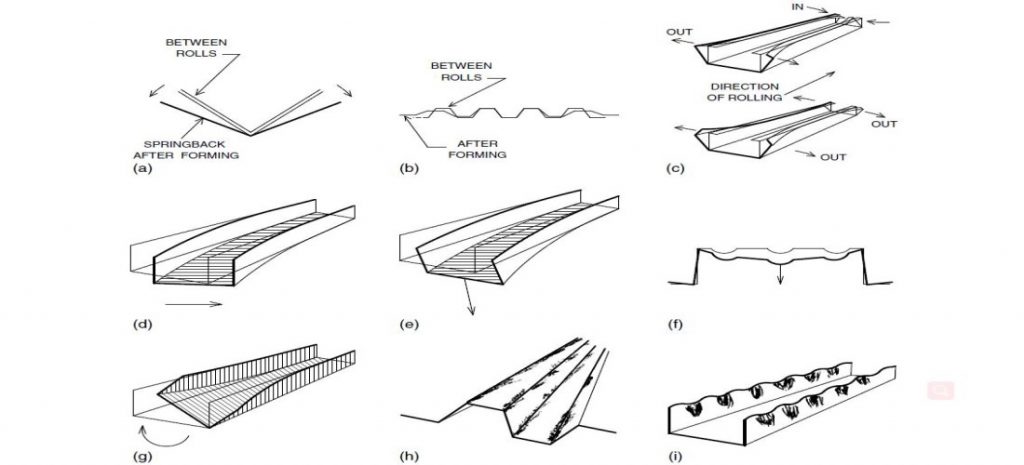
Roll forming machine troubleshooting is one of the basis skills of an operator. This article will show the reader some common problems and solutions about length tolerance
Loose part of switchs, limit stops, pins. Tighten or replace all the loosen parts
1. Encoder wheel worn. Adjust the tolerance coefficient or replace the encoder2. Dirt on the wheel. Clean it3. Roll Forming Runs at an angle to the encoder wheel. Correct the angle.4. Wheels jumps when the product vibrates. Eliminate jumping.5. The encode position is at the entry side and the product stretches during the roll forming. Relocate encoder.6. Encoder shaft bent. Replace it.
Incorrect setup, distance, angle, location, loose installation or electric problems
Incorrect data entered by the operator. Incorrect location of a mechanical device
1. The press does not stop at the top limit center( TDC)2. The clutch or brake broken3. Inadequate air volume or pressure to operate the clutchand brake4. Problem with pneumatic accessories or valves
1. Insufficient quantity or low pressure air.2. Problems with valves.3. Incorrect timing or electric/electronic components.4. Improperly set stroke.5. Leaking hoses and other components.
1. Hydraulic system problem (pressure, volume, problemswith valves or other components, low pressure in theaccumulator etc.).2. Leaking hoses and accessory components.
1. Lack of lubrication.2. Dirt between the sliding parts.3. Incorrectly set sensors.
1. Speed is not adjusted to match the speed of the strip orproduct.2. Die is not completely back in the home position.3. Loose component.4. Can be pneumatic, hydraulic, mechanical, or electricalproblem, depending on the type of accelerator.
Speed of the product can be reduced or varied byincorrectly installed or too tight straightener
Can have the same effect as the straightener, especially ifthe product width is changing or if heavy burr createsfriction in the entry guide
1. Bent shaft(s) can create a pinch point and a loose pointwith each revolution. This will influence the speed ofthe product2. Depending on the roll design, passes set to different gapscan accelerate or decelerate the speed of the strip, whichcan influence length tolerance3. Bad bearings may act as continuous or intermittent brakes4. Lubrication: uneven application of lubricant cancontribute to fluctuating line speed
1. Worn or incorrectly set brake can change the strip speed at each revolution of the uncoiler (not critical whenpositive stop is used)2. Overtightened uncoiler arms (making a triangular orrectangular shape from the round coil) can vary the linespeed (not critical when positive stop is used)
1. Incorrect setup2. Incorrect setting of gap between rolls3. Incorrect setting of press, sensor, die accelerator, uncoilerbrake
Believe Industry Company have a more than 15-years experience of roll forming machine troubleshooting, and have trained 1000+ skilled workers for the users of roll forming machines. If you want to buy roll forming machine or want to study roll forming machine troubleshooting. Contact us now.


Introduction The global cold chain market is on fire. Valued...
Read More
Introduction Interior partition walls used to mean wood studs, sawdust,...
Read More
Global vehicle production reached 90 million units in 2025. Every...
Read More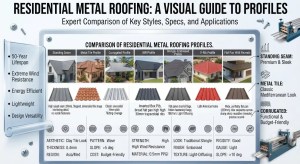
A residential roofing roll forming machine shapes flat steel coil into finished...
Read More