Adres
No 1, Yd Yolu, Huishan Bölgesi, Wuxi Şehri, Jiangsu. 214183
Çalışma Saatleri
Pazartesiden Cumaya: 09:00 - 17:00
Cumartesi: 09:00 - 16:00
Adres
No 1, Yd Yolu, Huishan Bölgesi, Wuxi Şehri, Jiangsu. 214183
Çalışma Saatleri
Pazartesiden Cumaya: 09:00 - 17:00
Cumartesi: 09:00 - 16:00
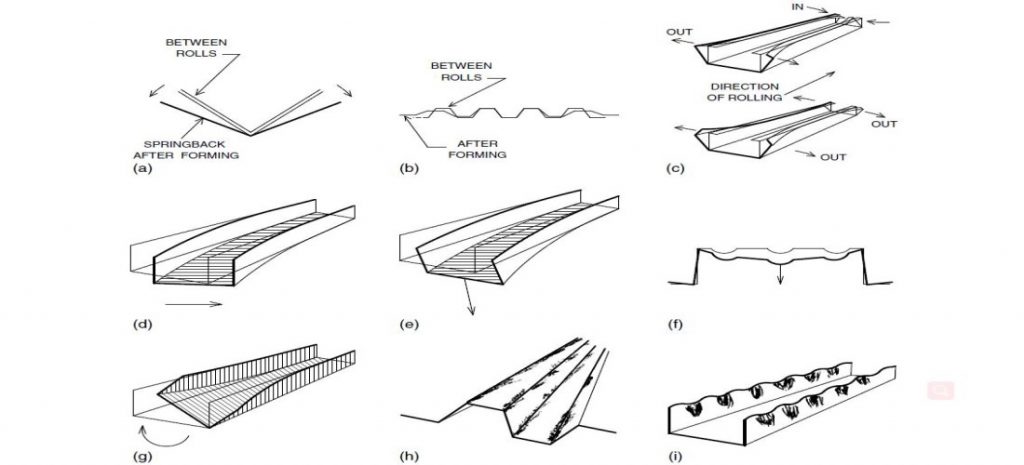
Rulo şekillendirme makinesi sorun giderme Uzunluk toleransı, bir operatörün temel becerilerinden biridir. Bu makale, okuyucuya uzunluk toleransı ile ilgili bazı yaygın sorunları ve çözümlerini gösterecektir.
Anahtarların, limit durdurucuların, pimlerin gevşek parçaları. Tüm gevşek parçaları sıkın veya değiştirin.
1. Enkoder tekerleği aşınmış. Tolerans katsayısını ayarlayın veya enkoderi değiştirin. 2. Tekerlekte kir var. Temizleyin. 3. Rulo şekillendirme, enkoder tekerleğine açılı olarak çalışıyor. Açıyı düzeltin. 4. Ürün titreştiğinde tekerlek zıplıyor. Zıplamayı ortadan kaldırın. 5. Enkoder pozisyonu giriş tarafında ve ürün rulo şekillendirme sırasında uzuyor. Enkoderi yeniden konumlandırın. 6. Enkoder mili bükülmüş. Değiştirin.
Yanlış kurulum, mesafe, açı, konum, gevşek montaj veya elektrik sorunları.
Operatör tarafından girilen verilerde hata. Mekanik bir cihazın yanlış konumlandırılması.
1. Pres üst limit merkezinde (ÜÖN) durmuyor. 2. Debriyaj veya fren arızalı. 3. Debriyaj ve freni çalıştırmak için yetersiz hava hacmi veya basıncı var. 4. Pnömatik aksesuarlarda veya valflerde sorun var.
1. Yetersiz hava miktarı veya düşük hava basıncı. 2. Valflerle ilgili sorunlar. 3. Yanlış zamanlama veya elektrik/elektronik bileşenler. 4. Yanlış ayarlanmış strok. 5. Hortumlarda ve diğer bileşenlerde sızıntı.
1. Hidrolik sistem sorunu (basınç, hacim, valfler veya diğer bileşenlerle ilgili sorunlar, akümülatörde düşük basınç vb.). 2. Hortumlarda ve aksesuar bileşenlerinde sızıntı.
1. Yağlama eksikliği. 2. Kayar parçalar arasında kir birikmesi. 3. Sensörlerin yanlış ayarlanması.
1. Hız, şerit veya ürünün hızına uyacak şekilde ayarlanmamış. 2. Kalıp tamamen başlangıç pozisyonuna geri dönmemiş. 3. Gevşek parça. 4. Hızlandırıcı tipine bağlı olarak pnömatik, hidrolik, mekanik veya elektriksel bir sorun olabilir.
Ürünün hızı, yanlış takılmış veya çok sıkı takılmış bir düzleştirici nedeniyle azalabilir veya değişebilir.
Özellikle ürün genişliği değişiyorsa veya giriş kılavuzunda yoğun çapak sürtünme yaratıyorsa, düzleştirici ile aynı etkiye sahip olabilir.
1. Eğilmiş mil(ler), her devirde bir sıkışma noktası ve bir gevşeme noktası oluşturabilir. Bu, ürünün hızını etkileyecektir. 2. Merdane tasarımına bağlı olarak, farklı aralıklara ayarlanmış geçişler, şeridin hızını hızlandırabilir veya yavaşlatabilir; bu da uzunluk toleransını etkileyebilir. 3. Arızalı rulmanlar, sürekli veya aralıklı fren görevi görebilir. 4. Yağlama: Yağlayıcının düzensiz uygulanması, hat hızındaki dalgalanmalara katkıda bulunabilir.
1. Aşınmış veya yanlış ayarlanmış fren, açıcının her devrinde şerit hızını değiştirebilir (pozitif durdurma kullanıldığında kritik değildir). 2. Aşırı sıkılmış açıcı kolları (yuvarlak bobinden üçgen veya dikdörtgen bir şekil oluşturarak) hat hızını değiştirebilir (pozitif durdurma kullanıldığında kritik değildir).
1. Yanlış kurulum 2. Merdaneler arasındaki boşluğun yanlış ayarlanması 3. Pres, sensör, kalıp hızlandırıcı, açıcı frenin yanlış ayarlanması
Believe Industry Company 15 yılı aşkın süredir rulo şekillendirme makinesi arıza tespiti ve giderme konusunda deneyime sahibiz ve rulo şekillendirme makineleri kullanıcıları için 1000'den fazla kalifiye işçi yetiştirdik. Satın almak istiyorsanız... rulo şekillendirme makinesi veya rulo şekillendirme makinesi arıza giderme konusunda eğitim almak istiyor. Hemen bizimle iletişime geçin.


Giriş Küresel soğuk zincir pazarı hızla büyüyor. Değerli...
Devamını oku
Giriş İç mekan bölme duvarları eskiden ahşap dikmeler, talaş vb. malzemelerden oluşurdu...
Devamını oku
Küresel araç üretimi 2025 yılında 90 milyon adede ulaştı. Her...
Devamını oku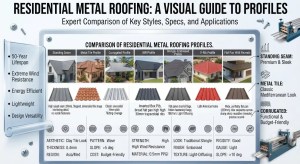
Konut çatı kaplamalarında kullanılan rulo şekillendirme makinesi, düz çelik ruloları nihai ürüne dönüştürür...
Devamını oku