Alamat
No 1, Jalan Yd, Daerah Huishan, Bandar Wuxi, Jiangsu. 214183
Waktu Kerja
Isnin hingga Jumaat: 9AM - 5PM
Sabtu: 9AM - 4PM
🎯 Reka bentuk mesin pembentuk gulung ialah pelan untuk membengkokkan jalur logam rata kepada bentuk siap. Logam tersebut melalui kumpulan penggelek. Pelan yang baik menggunakan penggelek sesedikit mungkin untuk membuat bahagian yang sempurna setiap masa.
Jika logam bergerak “"terlalu pantas"” melalui selekoh tajam, bahagian itu akan melengkung. Jika ia bergerak “"terlalu perlahan"” melalui terlalu banyak penggelek, mesin itu terlalu mahal untuk dikendalikan.
Untuk melihat bagaimana mesin ini sesuai di kilang anda, baca analisis komprehensif mesin pembentuk gulung persediaan.

🎯 Bentuk produk akhir anda adalah faktor terbesar dalam reka bentuk mesin membentuk gulungan. Bentuk yang dalam, kawasan rata yang luas atau selekoh tajam bermakna anda memerlukan lebih banyak penggelek untuk melakukan kerja dengan betul.
Lukisan yang kompleks memerlukan 3 hingga 4 langkah pembentukan lagi daripada lukisan mudah. Beginilah cara bentuk mengubah reka bentuk:
| Ciri Bentuk | Bagaimana Ia Mengubah Reka Bentuk Mesin |
| 📏 Kedalaman Bahagian | Bahagian sedalam 70mm memerlukan 2 hingga 3 lagi gerai daripada bahagian 60mm. "Topi atas" standard 50-80mm memerlukan 14 penyangga. |
| ⬛ Kawasan Rata yang Luas | Logam yang lebar dan rata boleh menjadi beralun semasa bergolek. |
| 〰️ Alur | Menambah alur bawah menghentikan kealunan dan menambah kekuatan, tetapi memerlukan 4 tempat duduk tambahan dan motor yang lebih besar. |
| 🔄 Jejari Lentur | Pereka bentuk mesti memastikan logam benar-benar boleh membengkok mengikut lengkungan yang diminta tanpa patah. |
| 📐 Toleransi | Peraturan produk yang lebih ketat (toleransi) meningkatkan kos perkakas dan bilangan hantaran. |
Baca Kemajuan Pembentukan Gulungan: 5 Rahsia Luar Biasa 2026 untuk melihat alatan reka bentuk baharu.
Logam yang anda pilih sangat mempengaruhi reka bentuk mesin membentuk gulungan. Pereka bentuk mesti memeriksa kekuatan alah, kekuatan tegangan dan sejauh mana ia meregang.
🧲 Springback: Selepas dibengkokkan, logam cuba melantun semula rata. Logam yang lebih kuat melantun semula dengan lebih kerap.
🎺 Suar: Hujung bahagian yang dalam atau sangat kuat sering membengkok ke luar (suar).
📏 Peraturan Ketebalan: Jurang antara penggelek bersamaan dengan saiz logam setebal mungkin + toleransi tambahan.
↔️ Peraturan Lebar: Lebar logam tambahan biasanya menambah saiz bibir luar pada bahagian akhir.
📉 Logam Rata: Pereka bentuk menganggap logam permulaan adalah rata sepenuhnya (tiada kabel, busur atau pintal).
(💡 Petua Profesional: Jika bahagian anda berpusing, baca Cara Membaiki Busur dan Putar: 5 Rahsia Menakjubkan).
Penggelek mesti muat dengan sempurna pada tapak mesin. Pereka bentuk memerlukan semua saiz yang tepat.
Kilang Cantilever: Bagus untuk bahagian yang kecil dan ringan.
Kilang Dupleks: Bagus untuk bahagian yang lebarnya berubah-ubah.
Kilang Bersebelahan: Menjalankan dua profil berbeza pada satu mesin.
Kilang Standard: Standard berganda tinggi tugas berat.
Kilang Rakit: Dibina untuk pertukaran penggelek pantas menggunakan kaset yang boleh ditanggalkan.
| Pengukuran | Apa Maksudnya |
| Saiz Aci | Bar yang memegang penggelek. Ketebalan bergantung pada kekuatan logam. |
| Jarak Sisi ke Sisi | Ruang dari pusat satu aci ke aci seterusnya. |
| Jarak Naik dan Turun | Ruang antara aci atas dan bawah (boleh laras dengan tangan/motor). |
| Aci Bawah ke Lantai | Mengehadkan saiz penggelek bawah yang boleh dibuat. |
Pemanduan Atas vs. Bawah: Pemacu aci bawah adalah perkara biasa. Pemacu aci atas lebih mahal, tetapi ia lebih kuat untuk menarik dan menolak logam. Motor yang lebih besar akan mempercepatkan mesin.
🔄 Penggelek Bertukar: Jika anda menukar penggelek setiap 2 hingga 6 bulan, mesin mesti dibina untuk memudahkan pertukaran.
🪚 Penggelek Pemisah: Penggelek sering dipotong kepada kepingan yang lebih kecil. Ini menjadikannya lebih ringan, lebih mudah dipasang dan lebih mudah digunakan semula.
⏸️ Penggelek Sisi: Ini berdiri tegak dan bukannya berbaring rata. Ia bagus untuk tiub logam.
⭕ Saiz Penggelek: Pereka bentuk merancang saiz tengah (pitch), terkecil dan terbesar yang tepat.
🔩 Pengawal dan Pelindung: Gelang logam ini meluncur ke atas aci. Penggelek, spacer dan shim yang digabungkan mestilah betul-betul mengisi ruang kosong.
Orang selalu bertanya berapa banyak penyangga roller yang mereka perlukan. Jawapannya bergantung kepada:
✅ Jenis dan ketebalan logam.
✅ Jika jalur logam itu merupakan sekeping panjang yang tidak putus.
✅ Jika logam mempunyai lubang atau potongan yang telah ditebuk terlebih dahulu.
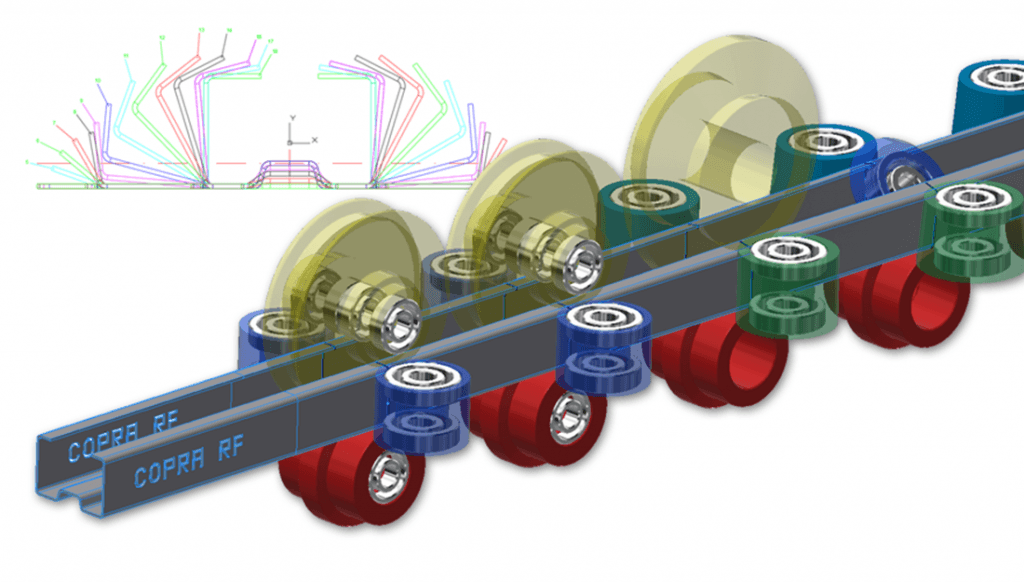
Hari ini, pereka bentuk menjimatkan masa dengan menggunakan perisian komputer seperti Kopra. Cari pembina mesin terbaik di syarikat kami 10 Pengeluar Mesin Pembentuk Gulungan Teratas 2026 Peneraju senarai.
Untuk mengira bilangan stesen yang diperlukan untuk profil tertentu, jurutera biasanya menggunakan Corak Bunga kaedah yang mengambil kira kekuatan alah, ketebalan dan kerumitan lengkungan bahan.
Bentuk produk akhir adalah bahagian yang paling penting. Bentuk yang lebih dalam dan bahagian yang lebih lebar memerlukan lebih banyak penggelek.
Bahagian sedalam 70mm meregangkan logam lebih daripada bahagian 60mm. Disebabkan oleh regangan tambahan ini, bahagian 70mm memerlukan 2 atau 3 lagi penyangga penggelek.
Alur ialah garisan kecil yang ditekan pada bahagian yang lebar dan rata. Ia menjadikan logam lebih kuat dan menghalangnya daripada kelihatan beralun. Pembuatannya memerlukan motor yang lebih besar dan 4 penyangga tambahan.
Jurang antara penggelek atas dan bawah mestilah sesuai dengan logam. Pereka bentuk menetapkan jurang kepada ketebalan maksimum jalur logam serta toleransi.
Pemacu bawah adalah standard. Pemacu atas lebih mahal, tetapi ia mencengkam logam dengan kuat. Ini membantu menolak dan menarik gegelung berat melalui mesin.
Penggelek padu sangat berat. Memotongnya kepada kepingan yang lebih kecil menjadikannya lebih mudah diangkat, dipasang pada mesin dan digunakan semula.
Ya. Hari ini, jurutera menggunakan perisian komputer 3D khas untuk mensimulasikan lenturan logam. Ini membantu mereka mencari kesilapan sebelum mereka memotong sebarang keluli sebenar untuk penggelek.
Penguasaan reka bentuk mesin membentuk gulungan bukan lagi sekadar tentang membengkokkan logam; ia adalah tentang ketepatan kejuruteraan, meminimumkan pembaziran dan memaksimumkan kecekapan operasi. Dengan memahami bagaimana kerumitan keratan rentas, kekuatan alah bahan dan konfigurasi kilang tertentu berinteraksi, pengeluar boleh menghapuskan kecacatan yang mahal—seperti busur, putaran dan suar—sebelum kepingan keluli pertama dipotong untuk perkakas.
Memandangkan permintaan perindustrian semakin ketat pada tahun 2026, bergantung pada prinsip reka bentuk yang disokong secara saintifik dan simulasi perisian termaju adalah satu-satunya cara untuk memastikan pengeluaran berkelajuan tinggi yang sempurna.
Adakah anda bersedia untuk mengoptimumkan barisan pengeluaran anda atau merekayasa penyelesaian pembentukan gulungan tersuai dari awal? Jangan biarkan kejayaan pembuatan anda bergantung pada peluang. Bekerjasamalah dengan pakar industri yang memahami kejuruteraan mendalam di sebalik setiap penggelek. Lawati Beli Pembentukan Gulung hari ini untuk berunding dengan pasukan kejuruteraan bertaraf dunia kami, menaik taraf perkakas anda dan melabur dalam jentera pembentukan gulung canggih yang disesuaikan dengan spesifikasi tepat anda.









Mesin rasuk langkah ialah mesin pembentuk gulung perindustrian termaju...
Baca LagiMesin Strut Channel Mexico ialah mesin pengeluaran automatik berkelajuan tinggi...
Baca LagiDalam landskap pembuatan perindustrian yang pesat berkembang, Box...
Baca LagiApakah faedah menggunakan gulungan jubin langkah atas...
Baca LagiLanggan sekarang untuk terus membaca dan mendapatkan akses kepada arkib penuh.



