Endereço
Nº 1, Yd Road, distrito de Huishan, cidade de Wuxi, Jiangsu. 214183
Horário de trabalho
De segunda a sexta-feira: das 9h às 17h
Sábado: 9h - 16h
Endereço
Nº 1, Yd Road, distrito de Huishan, cidade de Wuxi, Jiangsu. 214183
Horário de trabalho
De segunda a sexta-feira: das 9h às 17h
Sábado: 9h - 16h
Como personalizar uma máquina de perfilagem para espessuras de metal específicas A maior dificuldade técnica enfrentada pelos fabricantes na transição da produção de telhas residenciais de aço leve para perfis estruturais de alta resistência é a fabricação de perfis de aço de 1,5 mm. Na Beli RollForming, entendemos que uma máquina projetada para aço de 0,3 mm sofrerá deflexão catastrófica do eixo se for forçada a processar material de 1,5 mm. A personalização de precisão não é apenas uma opção; é um requisito para a integridade estrutural.
Antes de ajustar os rolos, é fundamental garantir que seu sistema de energia seja adequado à tarefa. Recomendamos consultar nosso guia especializado sobre Como comparar diferentes marcas de motores para sua máquina de perfilagem. para garantir que seu sistema de transmissão suporte o aumento de torque necessário para bitolas mais grossas.
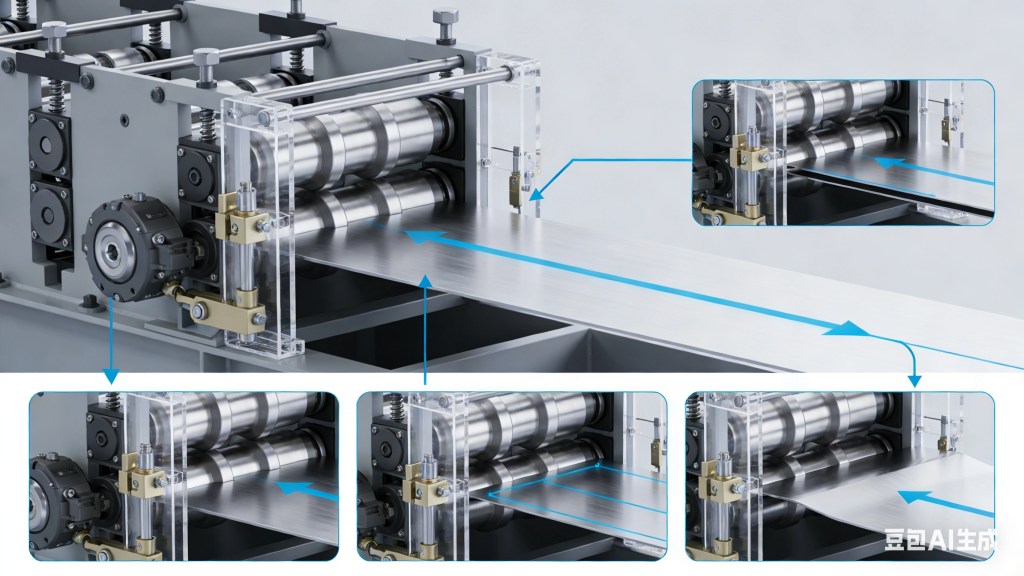
O primeiro passo em Como personalizar uma máquina de perfilagem para espessuras de metal específicas O ajuste da folga entre os rolos é fundamental. A folga entre os rolos superior e inferior deve ser, normalmente, de 100% a 105% da espessura do material. Se a folga for muito pequena, a pintura poderá ser arranhada ou o metal esticado; se for muito grande, o perfil perderá a sua nitidez.
Saiba mais >> Como ajustar os rolos da máquina de perfilagem: 11 segredos incríveis para uma curvatura perfeita
Calibres mais espessos exercem uma enorme pressão ascendente sobre os eixos superiores. Ao personalizar para calibres mais grossos (por exemplo, calibre 12 ou 14), o diâmetro do eixo deve ser aumentado — frequentemente de 70 mm para 90 mm ou mais — para evitar problemas de retorno elástico. Esse reforço mecânico é um pilar fundamental dos projetos robustos da Beli RollForming.
Como personalizar uma máquina de perfilagem para espessuras de metal específicas primeiro se baseia em Selecionando a metalurgia de rolos ideal—uma decisão crítica que impacta diretamente a durabilidade do equipamento, a qualidade do produto e a longevidade operacional.
Para bobinas de metal finas e pré-pintadas, especificamos rolos de aço GCr15 cromados como a solução ideal. Essa combinação de materiais elimina arranhões superficiais e preserva a integridade dos revestimentos pré-acabados, garantindo produtos finais impecáveis. Para o processamento de aço laminado a quente de alta espessura, utilizamos rolos de aço Cr12MoV (D2) tratados termicamente, Projetado para suportar pressão extrema e resistir ao desgaste prematuro mesmo sob operação contínua de alta carga.
Para aplicações que exigem desempenho aprimorado com metais de ultra-alta resistência ou especiais, também oferecemos Configurações de rolos de aço premium D2 ou SKD11 Para atender aos requisitos personalizados mais exigentes.
Metais de alta espessura têm uma memória de forma elevada. Para combater a deformação nas extremidades, é necessário personalizar as estações de laminação lateral. A adição de rolos laterais ajustáveis permite que o operador aplique pressão lateral, "dobrando" ligeiramente o perfil para que ele retorne ao ângulo perfeito de 90 graus exigido pelas normas industriais.
O guia de alimentação é o primeiro ponto de contato. Se você estiver trocando de bitola, precisará ajustar a largura de entrada. Na Beli RollForming, oferecemos guias de alimentação manuais com volante ou automáticas com motor, que centralizam a bobina perfeitamente, garantindo que a alma do perfil permaneça consistente, independentemente da espessura.
Uma parte crucial de Como personalizar uma máquina de perfilagem para espessuras de metal específicas O sistema de corte é um componente essencial. Cortar aço de 0,5 mm requer uma pressão hidráulica significativamente menor do que cortar aço de 3,0 mm. Personalizar sua estação hidráulica com uma válvula proporcional permite um corte suave sem danificar as extremidades do perfil final.
Metais mais espessos exigem mais "aderência". Pode ser necessário ajustar a relação de transmissão. Uma relação de redução maior proporciona o torque lento e constante necessário para puxar peças de grande espessura através de várias estações de conformação sem que o motor trave ou a corrente de transmissão se rompa.
Antes de o metal entrar na primeira estação de conformação, ele deve estar plano. Ao aprender Como personalizar uma máquina de perfilagem para espessuras de metal específicas, Preste atenção ao desenrolador e ao nivelador. Bitolas mais grossas exigem um nivelador de 7 ou 9 rolos para remover eficazmente a "deformação da bobina".
Por fim, o cérebro da máquina precisa ser atualizado. A personalização do CLP (Controlador Lógico Programável) permite que o operador insira constantes específicas do material. Como o metal mais espesso ocupa mais volume nas curvas, a "largura desenvolvida" da bobina muda. Seu software deve levar isso em consideração para manter a precisão do comprimento.
Ao personalizar, consulte sempre o ASTM Internacional normas para tolerâncias de espessura do metal. Isso garante que sua máquina personalizada permaneça dentro dos limites legais de segurança para a produção de aço estrutural. Para projetos europeus, assegure-se de conformidade com Eurocódigo 3 para membros conformados a frio.
Personalizar sua máquina com sucesso é apenas o primeiro passo. Se você estiver trabalhando com perfis intercambiáveis, também recomendamos a leitura do nosso guia detalhado sobre [inserir aqui o tipo de perfil]. Como calibrar uma máquina de perfilagem de terças CZ para lidar com espessuras variáveis no mesmo turno. Além disso, uma vez que seus medidores estejam configurados, você pode explorar Como otimizar uma máquina de perfilagem de rolos de dupla camada para produzir dois perfis de espessura diferentes em um único chassi.
Dominando Como personalizar uma máquina de perfilagem para espessuras de metal específicas É isso que diferencia os fornecedores comuns dos líderes em engenharia como a Beli RollForming. Ao focar nas folgas dos rolos, na resistência do eixo e na força hidráulica, você garante que sua máquina produza perfis de alta qualidade por décadas.
Precisa de uma solução de medição personalizada? Contato Beli RollForming‘Entre em contato com o departamento técnico da [Nome da Empresa] para discutir suas necessidades específicas de espessura. Oferecemos soluções completas para espessuras que variam de 0,2 mm a 4,0 mm.










Uma máquina de perfilagem escalonada é uma máquina industrial avançada de conformação de rolos...
Leia mais
Uma máquina de perfilagem de estrutura no México é uma linha de produção automatizada de alta velocidade...
Leia mais
No cenário em rápida evolução da manufatura industrial, a Box...
Leia mais
Quais são os benefícios de usar rolo de azulejo na parte superior...?.
Leia mais