Адрес
№ 1, Yd Road, район Хуэйшань, город Уси, Цзянсу. 214183
Рабочие часы
С понедельника по пятницу: с 9:00 до 17:00
Суббота: 9:00 - 16:00
Адрес
№ 1, Yd Road, район Хуэйшань, город Уси, Цзянсу. 214183
Рабочие часы
С понедельника по пятницу: с 9:00 до 17:00
Суббота: 9:00 - 16:00


Системы зажима фальцевых кровель являются наиболее быстрорастущим направлением применения этого оборудования. Монтажники солнечных батарей используют зажимы, которые захватывают шов, не проникая в кровельную панель, что делает фальцевую кровлю предпочтительной основой для солнечных батарей на крыше. Партнерство Believe Industry с GameChange Solar в 2019 году иллюстрирует это сближение: их совместная производственная линия использует вальцы для фальцевых кровель для изготовления канал солнечной опоры Монтажные направляющие, совместимые с технологией зажима фальцевого шва.
Благодаря такому универсальному применению производители солнечных монтажных систем все чаще инвестируют в станки для профилирования фальцевых швов в качестве основного производственного оборудования, поскольку одна и та же машина может производить как кровельные панели, так и конструктивные элементы солнечных батарей с относительно коротким временем переналадки.
Металлическая кровля с фальцевым соединением доминирует на рынке коммерческой кровли с малым уклоном в Северной Америке и Австралии. NRCA В документах публикуются подробные инструкции по монтажу и стандарты испытаний на ветровую нагрузку, определяющие минимальные требования к геометрии стыка для коммерческих зданий. Конструкция со скрытым креплением исключает наиболее распространенные точки отказа металлических кровель: открытые винты, которые ржавеют, протекают или выкручиваются. Стальные и алюминиевые фальцевые кровли обычно служат 40-60 лет при минимальном техническом обслуживании, что делает их конкурентоспособными по стоимости с однослойными мембранами, несмотря на более высокие первоначальные затраты на материалы.
Профили с фальцевым соединением все чаще используются на стенах и фасадах благодаря своей эстетической привлекательности, особенно в коммерческих и общественных зданиях. Вертикальная облицовка с фальцевым соединением создает современный вид, обеспечивая при этом устойчивость к атмосферным воздействиям, подобно принципам, применяемым в архитектурная металлическая облицовка стен Системы, имеющие общие конструктивные и производственные особенности с фальцевыми кровлями. Некоторые производители предлагают горизонтальные конфигурации швов для стен с геометрией, отличающейся от вертикальных кровельных швов.
В кровлях амбаров, складских помещений и сборных металлических зданий часто используются профили с фальцевым соединением. Устойчивость к погодным условиям, скорость монтажа и стоимость материалов делают этот сегмент чувствительным к ценам. Производители здесь отдают приоритет производительности оборудования и эффективности использования материалов, а не высококачественной геометрии фальцевого соединения.


Введение. Ранее под внутренними перегородками подразумевались деревянные стойки, опилки...
Читать далее
Мировое производство автомобилей достигло 90 миллионов единиц в 2025 году. Каждый...
Читать далее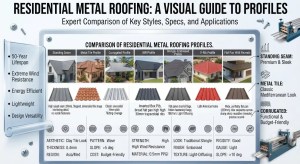
Станок для профилирования листового металла при производстве кровельных материалов придает плоским стальным рулонам форму готовой продукции...
Читать далее
Введение. Антресольный этаж удваивает полезную площадь без расширения...
Читать далее