Adres
No 1, Yd Yolu, Huishan Bölgesi, Wuxi Şehri, Jiangsu. 214183
Çalışma Saatleri
Pazartesiden Cumaya: 09:00 - 17:00
Cumartesi: 09:00 - 16:00
Adres
No 1, Yd Yolu, Huishan Bölgesi, Wuxi Şehri, Jiangsu. 214183
Çalışma Saatleri
Pazartesiden Cumaya: 09:00 - 17:00
Cumartesi: 09:00 - 16:00

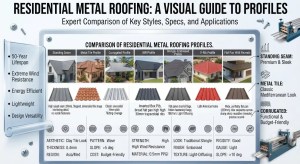
Konut çatı kaplamalarında kullanılan rulo şekillendirme makinesi, düz çelik ruloları nihai ürüne dönüştürür...
Devamını oku
Giriş Bir asma kat, alanınızı genişletmeden kullanılabilir alanınızı iki katına çıkarır...
Devamını oku
Küresel veri merkezi inşaat harcamaları 2025 yılında 1,4 milyar tirajı aştı...
Devamını oku
Giriş Bir palet raf sistemi tek bir ürün değildir. ...
Devamını oku