Adres
No 1, Yd Yolu, Huishan Bölgesi, Wuxi Şehri, Jiangsu. 214183
Çalışma Saatleri
Pazartesiden Cumaya: 09:00 - 17:00
Cumartesi: 09:00 - 16:00
Adres
No 1, Yd Yolu, Huishan Bölgesi, Wuxi Şehri, Jiangsu. 214183
Çalışma Saatleri
Pazartesiden Cumaya: 09:00 - 17:00
Cumartesi: 09:00 - 16:00
Öğrenme Eğilme ve bükülmeyi nasıl düzeltebilirim? Yüksek hassasiyetli üretim işlemlerinin her biri için olmazsa olmaz bir beceridir. Mükemmel bir beceriye sahip olsanız bile... rulo şekillendirme makinenizin kurulumu, Malzeme varyasyonları veya termal değişiklikler, reddedilen partilere yol açan can sıkıcı kusurlara neden olabilir. Beli RollForming, 2026 yılında liderliğini sürdürürken... 5 İnanılmaz Gelişme, Metallerin düzgünlüğünün fiziğini anlamak, rekabet avantajını korumanın anahtarıdır.
Profil parçalarınız makineden eğri (yay) veya spiral dönüş (bükülme) ile çıkıyorsa paniklemeyin. Bu kılavuz, üretim hattınıza mutlak hassasiyeti geri kazandırmanın sektörün en iyi saklanan sırlarını ortaya koyuyor.
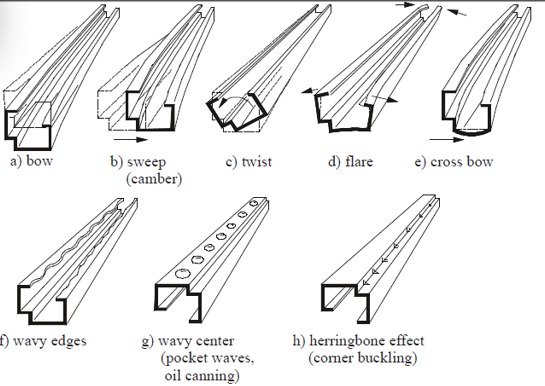
Konuya dalmadan önce Eğilme ve bükülmeyi nasıl düzeltebilirim?, Öncelikle neyle mücadele ettiğimizi tanımlamalıyız. Bu kusurlar, metal şeridin şekillendirilmesi sırasında oluşan dengesiz iç gerilimlerden kaynaklanmaktadır:
Cephaneliğinizdeki en etkili araç Eğilme ve bükülmeyi nasıl düzeltebilirim? Türk başlığı (doğrultma başlığı olarak da bilinir) olarak adlandırılan bu cihaz, son şekillendirme istasyonundan sonra ve kesme makinesinden önce konumlandırılır ve dört yöne hareket edebilir.
Yay onarımı için: Türk başlığını eğrinin ters yönüne doğru hareket ettirin. Profil yukarı doğru kıvrılırsa, başlığı aşağı doğru itin.
Bükülmeyi düzeltmek için: Türk tipi başlığı spiralin yönünün tersine çevirin. Modern 2026 Beli makinelerinde, milimetre altı hassasiyet için Türk tipi başlık üzerinde dijital göstergeler bulunur.
Bükülme genellikle bir tarafta "aşırı şekillendirme"nin sonucudur. Profiliniz bükülüyorsa, üst ve alt silindirler arasındaki boşluğu bir kalınlık ölçer kullanarak kontrol edin. Tahrik tarafı operatör tarafına göre daha sıkıysa, metal düzensiz bir şekilde gerilir ve dönmeye neden olur. Boşluğun profilin tüm genişliği boyunca eşit olduğundan emin olun. Bu, kritik bir adımdır. Rulo Şekillendirme Hizalama ve Kalibrasyon.
Eğilme, genellikle malzemenin istasyonlar arasında hareket ederken "yukarı" veya "aşağı" doğru zorlanmasından kaynaklanır. "Geçiş çizgisi"nin (profilin alt kısmı) tüm istasyonlarda mükemmel bir şekilde düz olduğundan emin olun. Orta istasyon çok alçak ayarlanırsa, kalıcı bir yukarı doğru eğilmeye neden olan bir "dalgıç" etkisi yaratır. Alt silindirlerin mükemmel düz bir yatay çizgi oluşturduğunu doğrulamak için lazer seviyeleyici kullanın.
Bazen sırrı şudur... Eğilme ve bükülmeyi nasıl düzeltebilirim? sıranın en başında yer alıyor. Eğer sizin açıcı veya düzleştirici Yeterli gerilim uygulanmazsa, "şekil değiştirme" (metalın doğal hafızası) şekillendirme işleminden sonra da devam edecektir. Şeridin ilk istasyona tamamen düz bir şekilde girmesini sağlamak için düzleştirme silindirlerine uygulanan basıncı artırın.
Sürtünme ısı üretir ve ısı metalin genleşmesine neden olur. Eğer silindirleriniz sadece bir taraftan aşırı ısınıyorsa, profil düzensiz bir şekilde genleşir ve bükülür. Silindirlerinizin yalnızca bir tarafının aşırı ısındığından emin olun. yağlama sistemi Bu sistem, kalıbın her iki tarafına da tutarlı miktarda soğutma sıvısı sağlar. Bu sayede malzeme sıcaklığı sabit kalır ve ısıya bağlı deformasyon önlenir.
Makinenin düzgünlüğünü düzeltmek için sürekli ayarlama yapıyorsanız, daha detaylı bir inceleme zamanı gelmiş olabilir. Sürekli tekrarlanan kusurlar genellikle bakım zamanının geldiğinin bir işaretidir. Muhteşem Rulo Şekillendirme Makinesi Bakımı. Aşınmış rulmanlar veya gevşek ayaklar, Türk tipi ayar mekanizmasıyla bile düzeltilemeyecek şekilde silindirlerde "boşluğa" neden olabilir.
Bilmek Eğilme ve bükülmeyi nasıl düzeltebilirim? Hayal kırıklığına uğramış bir operatörü usta bir teknisyene dönüştürür. Türk tipi başlığı kullanarak, basınç simetrisini sağlayarak ve seviyeleme sisteminizi optimize ederek, en katı yapı ve otomotiv toleranslarını karşılayan profiller üretebilirsiniz. Beli Rulo Şekillendirme, Müşterilerimizin ilk günden itibaren sıfır hata oranıyla üretim yapabilmelerini sağlamak için makinelerimizi ağır hizmet tipi doğrultma sistemleriyle donatıyoruz.
Arızaları en aza indiren ve verimliliği en üst düzeye çıkaran bir makineye geçmek istiyorsanız, 2026 modellerimiz aradığınız cevaptır.
Beli RollForming ile bugün iletişime geçin. Danışma için


Güneş Enerjili Destek Kanalı Rulo Şekillendirme Makinesi Nedir? Güneş enerjili...
Devamını oku
Kablo kanalı şekillendirme makinesi, metal şeritleri kablo kanalları haline getirir...
Devamını oku
Duvar Kaplama Rulosu Şekillendirici: 2026 İçin Eksiksiz Alıcı Rehberi Bir duvar kaplaması...
Devamını oku
Birbirine kenetlenen duvar paneli rulo şekillendirme makinesi, soğuk haddeleme yöntemiyle çalışan bir makinedir...
Devamını oku