Adres
No 1, Yd Yolu, Huishan Bölgesi, Wuxi Şehri, Jiangsu. 214183
Çalışma Saatleri
Pazartesiden Cumaya: 09:00 - 17:00
Cumartesi: 09:00 - 16:00
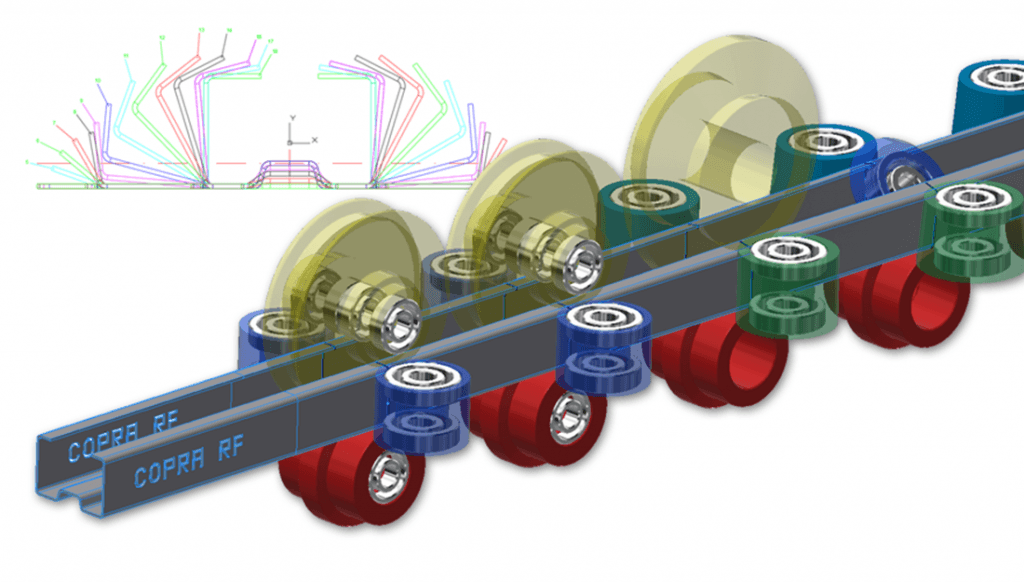
🎯 Rulo şekillendirme makinesi tasarımı Bu, düz bir metal şeridi nihai şekle bükme planıdır. Metal, silindir gruplarından geçer. İyi bir plan, her seferinde mükemmel parçalar üretmek için mümkün olan en az sayıda silindiri kullanır.
Eğer metal hareket ederse “çok hızlı” Keskin virajlardan geçerken parça deforme olur. Eğer hareket ederse... “çok yavaş” Çok fazla silindir kullanılması, makinenin çalışma maliyetini çok artırır.
Bu makinenin fabrikanıza nasıl uyum sağlayacağını görmek için, şartnamemizi okuyun. Rulo şekillendirme makinesinin kapsamlı analizi kurulumlar.
🎯 Nihai ürününüzün şekli en büyük faktördür. rulo şekillendirme makinesi tasarımı. Derin bir şekil, geniş düz alanlar veya keskin kıvrımlar, işi doğru yapmak için daha fazla silindire ihtiyacınız olduğu anlamına gelir.
Karmaşık bir çizim gerekecek 3 ila 4 daha fazla şekillendirme adımı Basit bir çizimden çok daha fazlası. Şeklin tasarımı nasıl değiştirdiği işte tam olarak şöyle:
| Şekil Özelliği | Makine tasarımını nasıl değiştiriyor? |
| 📏 Parça Derinliği | 70 mm derinliğinde bir parçaya ihtiyaç var. 2 ila 3 tane daha tezgah 60 mm'lik bir parçadan daha büyük. Standart 50-80 mm'lik "şapka" şeklinde bir parça için 14 adet destek ayağı gerekir. |
| ⬛ Geniş Düz Alanlar | Geniş ve düz metal, haddeleme sırasında dalgalı bir şekil alabilir. |
| 〰️ Oluklar | Alt kısma oluklar eklemek dalgalanmayı önler ve sağlamlığı artırır, ancak bazı ek işlemler gerektirir. 4 adet ek stand ve daha büyük bir motor. |
| 🔄 Bükme Yarıçapı | Tasarımcılar, metalin kırılmadan istenen eğriye bükülebildiğinden emin olmalıdır. |
| 📐 Toleranslar | Daha sıkı ürün kuralları (toleranslar), kalıp maliyetlerini ve geçiş sayısını artırır. |
Okumak Rulo Şekillendirme Tekniklerinde İlerleme: 2026 İçin 5 İnanılmaz Sır Yeni tasarım araçlarını görmek için.
Seçtiğiniz metal, performansı büyük ölçüde etkiler. rulo şekillendirme makinesi tasarımı. Tasarımcılar metalin akma dayanımını, çekme dayanımını ve ne kadar esnediğini kontrol etmelidir.
🧲 Geriye dönüş: Büküldükten sonra metal, düz haline geri dönmeye çalışır. Daha güçlü metaller daha fazla geri döner.
🎺 Parlama: Derin veya çok sağlam kısımların uçları genellikle dışa doğru kıvrılır (genişler).
📏 Kalınlık Kuralları: Silindirler arasındaki boşluk şuna eşittir: Mümkün olan en kalın metal boyutu + ek tolerans.
↔️ Genişlik Kuralları: Ekstra metal genişliği genellikle nihai parçanın dış kenarının boyutunu artırır.
📉 Düz Metal: Tasarımcılar, başlangıçtaki metalin tamamen düz olduğunu (kavis, eğrilik veya bükülme olmadığını) varsayarlar.
(💡 Profesyonel İpucu: Parçalarınız bükülürse, okuyun. Saçlardaki eğrilme ve bükülmeleri düzeltmenin 5 şaşırtıcı sırrı).
Silindirlerin makine tabanına mükemmel şekilde oturması gerekir. Tasarımcıların tüm ölçülerin tam olarak bilinmesi şarttır.
Konsol Freze: Küçük ve hafif parçalar için ideal.
Dubleks Değirmen: Genişliği değişen parçalar için ideal.
Yan Yana Değirmen: Tek bir makinede iki farklı profil çalıştırır.
Standart Değirmen: Ağır hizmet tipi çift yükseklik standardı.
Rafted Mill: Çıkarılabilir kasetler kullanılarak hızlı makara değişimi için tasarlanmıştır.
| Ölçüm | Ne Anlama Geliyor? |
| Şaft Boyutu | Makaraları tutan çubuk. Kalınlığı metalin mukavemetine bağlıdır. |
| Yan Yana Mesafe | Bir şaftın merkezinden diğer şaftın merkezine kadar olan mesafe. |
| Yukarı ve Aşağı Mesafe | Üst ve alt miller arasındaki boşluk (elle/motorla ayarlanabilir). |
| Alt şafttan zemine | Alt silindirin boyutunu sınırlar. |
Üstten Tahrikli mi, Alttan Tahrikli mi? Alt şaft tahriki normaldir. Üst şaft tahriki ekstra maliyetlidir, ancak metalin itilmesi ve çekilmesi için daha iyi kavrama sağlar. Daha büyük bir motor makinenin hızını artırır.
🔄 Silindirleri Değiştirme: Silindirleri 2 ila 6 ayda bir değiştiriyorsanız, makinenin kolay değişim için tasarlanmış olması gerekir.
🪚 Ayırıcı Silindirler: Silindirler genellikle daha küçük parçalara kesilir. Bu da onları daha küçük hale getirir. Daha hafif, kurulumu daha kolay ve yeniden kullanımı daha kolay..
⏸️ Yan Makaralar: Bunlar yatay durmak yerine dik dururlar. Metal borular için harikadırlar.
⭕ Silindir Boyutları: Tasarımcı, tam orta (adım aralığı), en küçük ve en büyük boyutları planlar.
🔩 Ara parçalar ve pullar: Bu metal halkalar şaftın üzerine kaydırılarak takılır. Makaralar, ara parçalar ve pullar birlikte kullanılmalıdır. Kesinlikle Boş alanı doldurun.
İnsanlar sürekli olarak kaç adet tekerlekli sehpaya ihtiyaç duyduklarını soruyorlar. Cevap şunlara bağlıdır:
✅ Metalin türü ve kalınlığı.
✅ Metal şerit tek parça halinde ve kesintisiz ise.
✅ Metalde önceden açılmış delikler veya kesikler varsa.
Günümüzde tasarımcılar, bilgisayar yazılımları kullanarak zamandan tasarruf ediyorlar. Hindistan cevizi. En iyi makine üreticilerini sitemizde bulun. 2026 Yılının En İyi 10 Rulo Şekillendirme Makinesi Üreticisi liste.
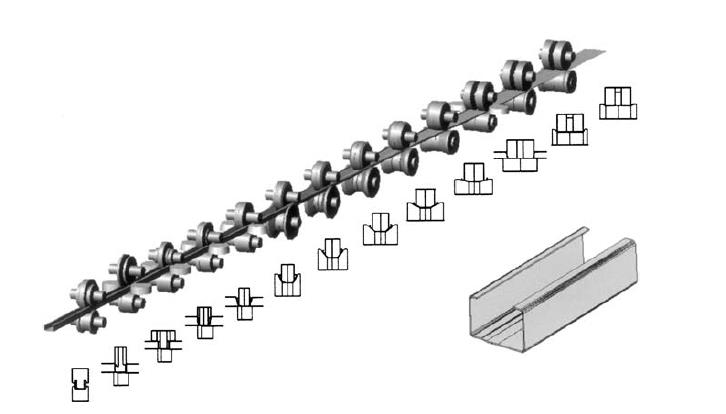
Belirli bir profil için gereken istasyon sayısını hesaplamak için mühendisler genellikle şu yöntemi kullanırlar: Çiçek Deseni Malzemenin akma dayanımını, kalınlığını ve bükülmelerin karmaşıklığını dikkate alan bir yöntem.
Son ürünün şekli en önemli kısımdır. Daha derin şekiller ve daha geniş parçalar daha fazla silindir gerektirir.
70 mm derinliğindeki bir parça, 60 mm derinliğindeki bir parçaya göre metali daha fazla gerer. Bu ekstra gerilme nedeniyle, 70 mm'lik parça için 2 veya 3 adet daha fazla silindir standına ihtiyaç duyulur.
Oluklar, geniş ve düz parçalara preslenmiş küçük çizgilerdir. Metali daha güçlü hale getirir ve dalgalı görünmesini engeller. Bunları yapmak daha büyük bir motor ve 4 ek destek gerektirir.
Üst ve alt silindirler arasındaki boşluk, metal ile mükemmel bir uyum içinde olmalıdır. Tasarımcılar, boşluğu metal şeridin maksimum kalınlığına artı toleranslar ekleyerek ayarlarlar.
Alttan tahrikli üniteler standarttır. Üstten tahrikli üniteler daha pahalıdır, ancak metali sıkıca kavrarlar. Bu, ağır bobinlerin makine içinden itilip çekilmesine yardımcı olur.
Katı silindirler çok ağırdır. Bunları daha küçük parçalara ayırmak, kaldırmayı, makineye takmayı ve yeniden kullanmayı kolaylaştırır.
Evet. Günümüzde mühendisler, metal bükme işlemini simüle etmek için özel 3 boyutlu bilgisayar yazılımları kullanıyorlar. Bu, silindirler için gerçek çelik kesmeden önce hataları tespit etmelerine yardımcı oluyor.
Ustalaşmak rulo şekillendirme makinesi tasarımı Artık mesele sadece metal bükmek değil; mühendislik hassasiyeti, israfı en aza indirme ve operasyonel verimliliği en üst düzeye çıkarma meselesidir. Kesit karmaşıklığı, malzeme akma dayanımı ve belirli değirmen konfigürasyonlarının nasıl etkileşimde bulunduğunu anlayarak, üreticiler, çelik parçaları takım için kesilmeden önce eğilme, burkulma ve genişleme gibi maliyetli kusurları ortadan kaldırabilirler.
2026 yılında endüstriyel talepler daha da sıkılaştıkça, kusursuz ve yüksek hızlı üretimi sağlamanın tek yolu, bilimsel olarak desteklenen tasarım prensiplerine ve gelişmiş yazılım simülasyonuna güvenmek olacaktır.
Üretim hattınızı optimize etmeye veya sıfırdan özel bir rulo şekillendirme çözümü tasarlamaya hazır mısınız? Üretim başarınızı şansa bırakmayın. Her bir silindirin ardındaki derin mühendisliği anlayan sektör uzmanlarıyla ortaklık kurun. Ziyaret etmek Beli Rulo Şekillendirme Bugün dünya standartlarındaki mühendislik ekibimizle görüşün, ekipmanlarınızı güncelleyin ve tam olarak sizin spesifikasyonlarınıza göre uyarlanmış son teknoloji ürünü rulo şekillendirme makinelerine yatırım yapın.









Güneş Enerjili Destek Kanalı Rulo Şekillendirme Makinesi Nedir? Güneş enerjili...
Devamını okuKablo kanalı şekillendirme makinesi, metal şeritleri kablo kanalları haline getirir...
Devamını okuDuvar Kaplama Rulosu Şekillendirici: 2026 İçin Eksiksiz Alıcı Rehberi Bir duvar kaplaması...
Devamını okuBirbirine kenetlenen duvar paneli rulo şekillendirme makinesi, soğuk haddeleme yöntemiyle çalışan bir makinedir...
Devamını okuOkumaya devam etmek ve tüm arşive erişim kazanmak için hemen abone olun.



