Alamat
No 1, Jalan Yd, Distrik Huishan, Kota Wuxi, Jiangsu. 214183
Jam Kerja
Senin sampai Jumat: 09.00 - 17.00
Sabtu: 09.00 - 16.00
Alamat
No 1, Jalan Yd, Distrik Huishan, Kota Wuxi, Jiangsu. 214183
Jam Kerja
Senin sampai Jumat: 09.00 - 17.00
Sabtu: 09.00 - 16.00









Pengeluaran global untuk pembangunan pusat data melampaui 250 miliar dolar AS pada tahun 2025....
Baca selengkapnya
Pendahuluan Sistem rak palet bukanlah satu produk tunggal. Sistem ini...
Baca selengkapnya
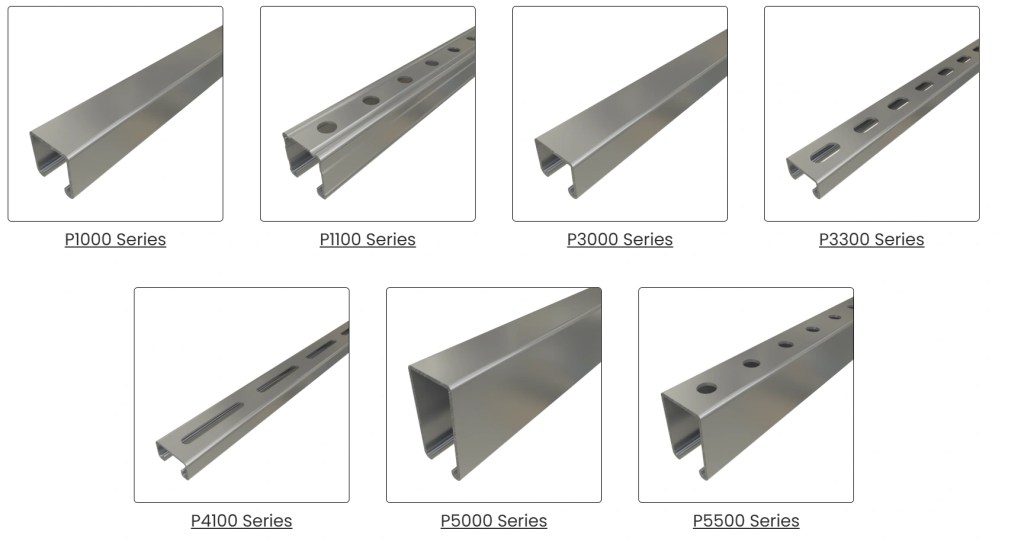
Mesin pembentuk gulungan saluran surya adalah lini produksi yang mengubah...
Baca selengkapnya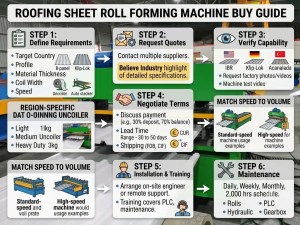
Mesin pembentuk lembaran atap gulungan bukanlah pembelian yang cocok untuk semua kebutuhan. Sebuah...
Baca selengkapnya