Adres
No 1, Yd Yolu, Huishan Bölgesi, Wuxi Şehri, Jiangsu. 214183
Çalışma Saatleri
Pazartesiden Cumaya: 09:00 - 17:00
Cumartesi: 09:00 - 16:00
Adres
No 1, Yd Yolu, Huishan Bölgesi, Wuxi Şehri, Jiangsu. 214183
Çalışma Saatleri
Pazartesiden Cumaya: 09:00 - 17:00
Cumartesi: 09:00 - 16:00
Rulo şekillendirme makinesi silindirleri nasıl ayarlanır? Dünya standartlarında hassasiyet hedefleyen operatörlerin sorduğu en kritik soru şudur: ±0,5 mm tolerans elde etmek artık bir lüks değil, bir gerekliliktir. Beli RollForming olarak, en pahalı makinenin bile, silindir aralıkları ve basınçları yanlışsa kaliteli profiller üretemeyeceğini biliyoruz. 2026'nın modern üretim ortamında, ±0,5 mm tolerans elde etmek artık bir lüks değil, bir gerekliliktir.
Eğer zaten bu konuda uzmanlaştıysanız Rulo şekillendirme hizalama ve kalibrasyon sırları, Makinenin temelinin düz olması gerektiğini biliyorsunuz.

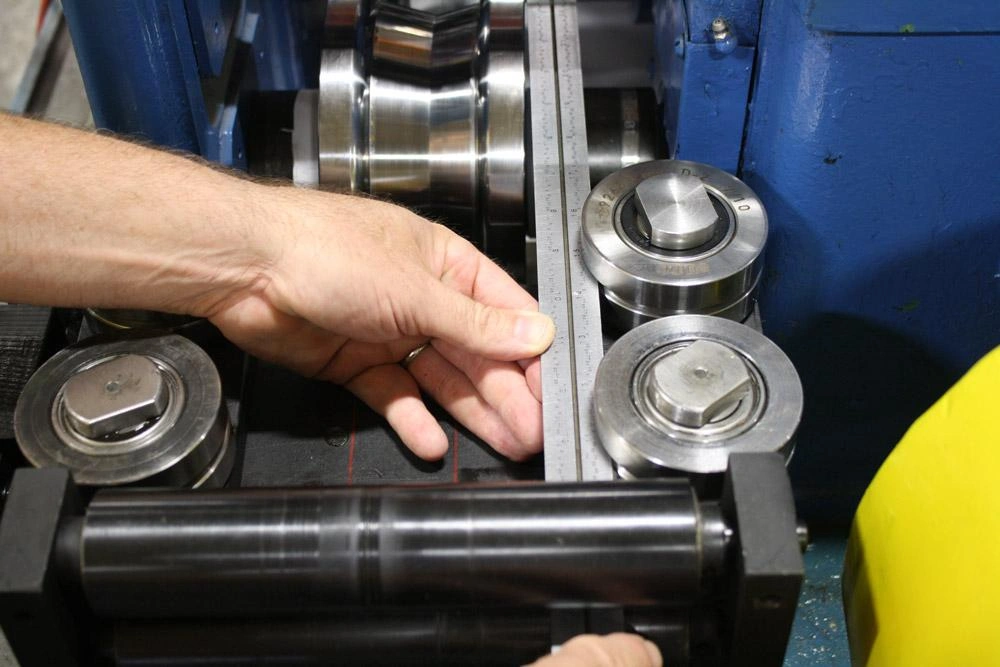
İlk adım Rulo şekillendirme makinesi silindirleri nasıl ayarlanır? Aralığı ayarlamak için yüksek kaliteli bir kalınlık ölçer kullanın. Üst ve alt silindirler arasındaki boşluk, malzemenin kalınlığının tam olarak 1,0 ila 1,05 katı olmalıdır. Çok sıkı olursa metal incelir; çok gevşek olursa profil şeklini kaybeder.

Öğrenirken Rulo şekillendirme makinesi silindirleri nasıl ayarlanır?, Tutarlılık çok önemlidir. Hem iç hem de dış ayaklardaki gerilim vidalarını her zaman aynı anda ayarlayın. Malzeme kaymasını önlemek için şaftın her iki tarafındaki aşağı doğru basıncın aynı olduğundan emin olmak için tork anahtarı kullanın.

Hassas bükme işlemi aşamalar halinde gerçekleştirilir. 90 derecelik bir bükme için, açıyı iki istasyonda elde etmeye çalışmayın. Yükü dağıtın. Metalin doğal hafızasını hesaba katmak için silindirlerinizi 15°, 45°, 75° ve son olarak 91°'lik açılardan geçecek şekilde ayarlayın.

Büyük bir sır Rulo şekillendirme makinesi silindirleri nasıl ayarlanır? "1 derece kuralı" olarak bilinen şey şudur: Yüksek gerilimli çeliklerin çoğu 1 ila 2 derece geri yaylanır. Malzemenin mükemmel pozisyona gevşemesi için son şekillendirme istasyonunuzu hedef açının biraz ötesine ayarlayın.

Yumuşak bakırdan yüksek mukavemetli galvanizli çeliğe geçerseniz, bilmeniz gerekenler şunlardır: Rulo şekillendirme makinesi silindirleri nasıl ayarlanır? Verim farkı için. Daha sert malzemeler, şeklini korumak için önemli ölçüde daha fazla aşağı doğru basınç ve daha sıkı yan silindir bağlantısı gerektirir.

Yan kıvrımlar genellikle ihmal edilir. Bunları, kıvrımı yerinde "kilitleyen" yanal basınç uygulayacak şekilde ayarlayın. Bu, kullanırken hayati önem taşır. Rulo şekillendirme kalıplama aletlerinin temel seti karmaşık C veya Z kanal profilleri için.

Bazen sorun eğrilik değil, düzlüktür. Son üç istasyondaki alt silindirleri bir öncekine göre 0,05 mm daha yüksek olacak şekilde ayarlayın. Bu "yokuş yukarı" besleme, profilin makineden çıkarken aşağı doğru eğilmesini önler.

Öğrenemezsiniz Rulo şekillendirme makinesi silindirleri nasıl ayarlanır? Giriş kılavuzlarına bakmadan. Giriş silindirleri ilk şekillendirme istasyonuyla mükemmel bir şekilde ortalanmamışsa, tüm şerit yanlış yönde hareket edecek ve kenar dalgalanmasına neden olacaktır. açma makinesi Giriş kılavuzlarıyla mükemmel bir şekilde hizalanmıştır.
Yüksek hızlı rulo şekillendirme sırasında, silindirler ısınır ve genleşir. 30 dakika çalıştıktan sonra, boşlukları kontrol etmek için durdurun. Çelik silindirlerin termal genleşmesini telafi etmek için dikey basıncı biraz gevşetmeniz gerekebilir.
Soğutma sıvısı filminin kalınlığı, "etkin" boşluğu değiştirir. Rulo şekillendirme makinesi silindirleri nasıl ayarlanır?, Püskürtme sisteminizin tutarlı olduğundan emin olun. Kuru bir nokta daha fazla sürtünmeye neden olarak profili çekecek ve "bükülme" etkisi yaratacaktır.

Son ayarlama çıkışta yapılır. Kalan eğrilik veya burulmayı gidermek için düzleştirici silindirleri kullanın. Bu, "cilalama" aşamasıdır. rulo şekillendirme ilerlemesi.
Anlamakta başarısız olmak Rulo şekillendirme makinesi silindirleri nasıl ayarlanır? Bu durum, düz metal yüzeylerde hoş olmayan dalgalanmalara yol açan "yağ tenekesi etkisi"ne neden olur. Bu 11 sırrı takip ederek, çıktınızın belirlenen titiz standartları karşılamasını sağlarsınız. Metal Yapı Derneği (MCA), Bu da daha iyi müşteri memnuniyetine ve daha az iadeye yol açar.
Üretim sahasındaki operatörlere yardımcı olmak amacıyla, ideal başlangıç boşluğunu belirlemek için dinamik bir hesaplayıcı sağladık. Aşağıya malzeme özelliklerinizi girmeniz yeterlidir.
Hedef Yuvarlanma Açığı: 1,65 mm
Rulo şekillendirme kusurlarının en yaygın nedeni, üst ve alt takımlar arasındaki rulo boşluğunun yanlış olmasıdır. Boşluk, malzeme kalınlığına uymadığında aşırı basınca neden olur. Sonuç olarak, metal şekillendirme işlemi sırasında bükülür, çarpılır veya çizilir.
Her yeni üretim vardiyasının başında ve yeni bir rulo partisine geçtiğinizde rulo şekillendirme makinenizi kalibre etmelisiniz. Malzeme varyasyonları sürekli ayarlamalar gerektirir. Bu nedenle, düzenli kontroller beklenmedik boyut hatalarını önler ve tutarlı kalite sağlar.
Malzemenin geri yaylanmasını azaltmak, metal şeridin belirli noktalarda aşırı bükülmesini ve böylece tam olarak istenen açıya gelmesini sağlamayı gerektirir. Son takım geçişlerini dikkatlice ayarlamanız gerekir. Dahası, gelişmiş tahmin yazılımları, operatörlerin gereken tam aşırı bükme miktarını hesaplamasına yardımcı olur.
Eğer takım profillerinde derin oluklar, aşınmalar veya tutarsız yüzey kalitesi tespit ederseniz, silindirlerinizin aşınmış olduğunu anlayabilirsiniz. Aşınmış takımlar uygun toleransları koruyamaz. Bu nedenle, şaftları aylık olarak görsel olarak incelemeli ve yüzey bozulması görüldüğünde yeniden bileme hizmeti planlamalısınız.
Aynı takım üzerinde farklı malzeme kalınlıkları kullanabilirsiniz, ancak üst millerinin dikey boşluğunu manuel olarak ayarlamanız gerekir. Profil geometrisi biraz değişebilir. Bununla birlikte, operatör rulo aralıklarını doğru şekilde yeniden kalibre ederse, küçük kalınlık farklılıkları genellikle kabul edilebilir.
Rulo şekillendirme takımlarının kurulumu için en iyi yağlayıcı, yapışkan kalıntı bırakmadan sürtünmeyi azaltan suda çözünebilen sentetik bir soğutucudur. Uygun yağlama, çelik bobini soğutur ve sertleştirilmiş kalıpları korur. Özellikle, malzemenin basınç noktalarına yapışmasını önler.
Metal şeridiniz sola veya sağa doğru kıvrılıyorsa bunun nedeni, giriş kılavuzunun yanlış hizalanmış olması veya yatay miller boyunca rulo basıncının eşit olmamasıdır. Bu eşit olmayan gerilim, malzemenin daha sıkı tarafa doğru çekilmesine neden olur. Basıncı eşit olarak dengelemek için bir kalınlık ölçer kullanmalısınız.
Ustalaşmak Rulo şekillendirme makinesi silindirleri nasıl ayarlanır? Bu, sürekli bir gözlem ve iyileştirme sürecidir. Beli RollForming'de, bu süreci küresel ortaklarımız için kolaylaştırmak amacıyla makinelerimizi hassas ayar ölçekleriyle üretiyoruz. Bu teknikleri uygulayarak, takımlarınızın ömrünü ve nihai ürünlerinizin kalitesini en üst düzeye çıkarabilirsiniz.
Yüksek hassasiyetli makineler mi arıyorsunuz? Beli RollForming, sektördeki en gelişmiş çözümleri sunmaktadır. Belirli profilinize yönelik uzmanlaşmış eğitim için mühendislik ekibimizle iletişime geçin.
Değişiklik Günlüğü:
Bir sonraki planlanan değerlendirme: 10 Ekim 2026


Doğru destek kanalı serisini seçmek sadece bir...
Devamını oku
Bu tarım paneli rulo şekillendirme makinesi satın alma kılavuzu her şeyi kapsıyor...
Devamını oku
Yüksek hızlı çatı paneli rulo şekillendirme makinesi, ... hızına kadar çalışmaktadır.
Devamını oku
Depo rafları üretiyorsanız, bunu zaten biliyorsunuzdur: ...
Devamını oku