عنوان
رقم 1، طريق Yd، منطقة هويشان، مدينة ووشى، جيانغسو. 214183
ساعات العمل
من الإثنين إلى الجمعة: 9 صباحًا - 5 مساءً
السبت: 9 صباحًا - 4 مساءً
عنوان
رقم 1، طريق Yd، منطقة هويشان، مدينة ووشى، جيانغسو. 214183
ساعات العمل
من الإثنين إلى الجمعة: 9 صباحًا - 5 مساءً
السبت: 9 صباحًا - 4 مساءً







مقدمة: نظام رفوف البالتات ليس منتجًا واحدًا. إنه...
اقرأ المزيد
آلة تشكيل قنوات الطاقة الشمسية بالدرفلة هي خط إنتاج يقوم بتدوير...
اقرأ المزيد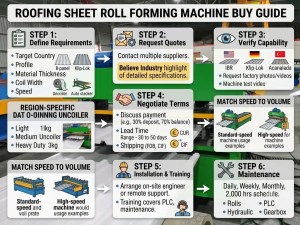
آلة تشكيل لفائف ألواح التسقيف ليست عملية شراء تناسب جميع الاحتياجات.
اقرأ المزيد
آلة تصنيع ألواح السقف PBR ليست مجرد آلة لف أخرى...
اقرأ المزيد