عنوان
رقم 1، طريق Yd، منطقة هويشان، مدينة ووشى، جيانغسو. 214183
ساعات العمل
من الإثنين إلى الجمعة: 9 صباحًا - 5 مساءً
السبت: 9 صباحًا - 4 مساءً
عنوان
رقم 1، طريق Yd، منطقة هويشان، مدينة ووشى، جيانغسو. 214183
ساعات العمل
من الإثنين إلى الجمعة: 9 صباحًا - 5 مساءً
السبت: 9 صباحًا - 4 مساءً



مقدمة: كانت الجدران الفاصلة الداخلية تعني في السابق دعامات خشبية، ونشارة خشب،...
اقرأ المزيد
بلغ إنتاج السيارات العالمي 90 مليون وحدة في عام 2025. كل...
اقرأ المزيد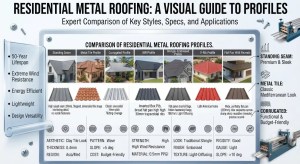
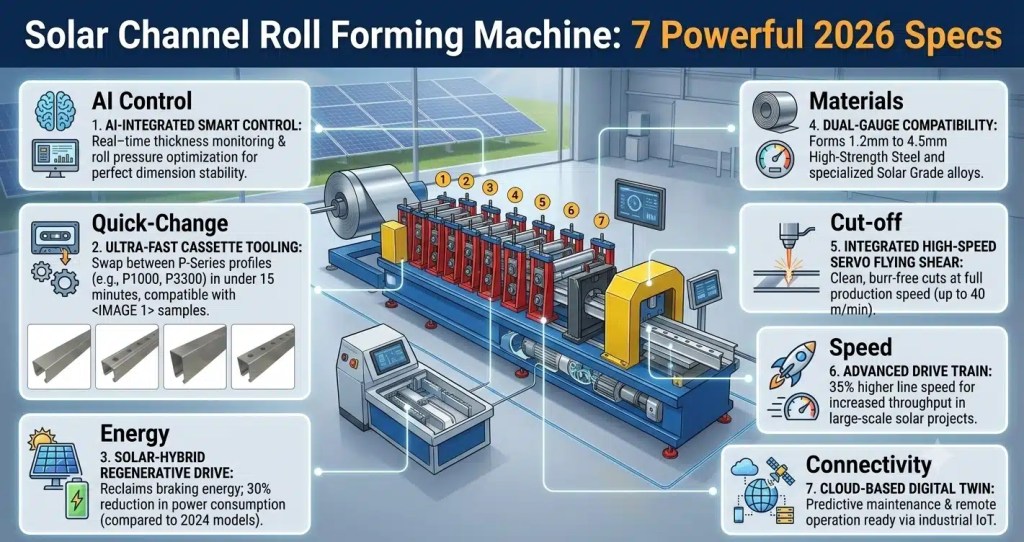
تقوم آلة تشكيل لفائف الفولاذ المسطحة المستخدمة في تسقيف المنازل بتشكيلها إلى منتجات نهائية...
اقرأ المزيد
مقدمة: يضاعف طابق الميزانين المساحة القابلة للاستخدام دون الحاجة إلى التوسع...
اقرأ المزيد