Alamat
No 1, Jalan Yd, Daerah Huishan, Bandar Wuxi, Jiangsu. 214183
Waktu Kerja
Isnin hingga Jumaat: 9AM - 5PM
Sabtu: 9AM - 4PM
Alamat
No 1, Jalan Yd, Daerah Huishan, Bandar Wuxi, Jiangsu. 214183
Waktu Kerja
Isnin hingga Jumaat: 9AM - 5PM
Sabtu: 9AM - 4PM










Perbelanjaan pembinaan pusat data global mencecah $250 bilion pada tahun 2025....
Baca Lagi
Pengenalan Sistem rak palet bukanlah satu produk. Ia...
Baca Lagi
Mesin membentuk gulungan saluran solar ialah barisan pengeluaran yang bertukar...
Baca Lagi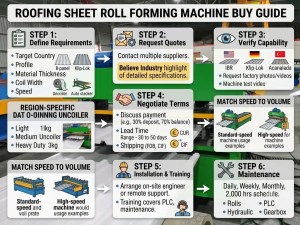
Mesin pembentuk gulungan lembaran bumbung bukanlah pembelian satu saiz untuk semua. A...
Baca Lagi