Address
No 1, Yd Road, Huishan District, Wuxi City, Jiangsu. 214183
Work Hours
Monday to Friday: 9AM - 5PM
Saturday: 9AM - 4PM
Address
No 1, Yd Road, Huishan District, Wuxi City, Jiangsu. 214183
Work Hours
Monday to Friday: 9AM - 5PM
Saturday: 9AM - 4PM
The profile drawings of the roll formed profiles is the most signficant factor in roll forming machine roller design.
There variety of shapes is not limited. And the shapes can be arbitrarily classified as Simple, Open, Closed, Medium Complex, Very Complex and Panels.

The depth of the profile is the maximum vertical sizes of the steel section as it exits from the last stands. The depth will influence on the number of roll forming stands. And finally influence the roll forming machine design. With the same cross section, the deeper the section, the more roll forming stands are required for roll forming.
The width of the flat part, the nonformed section usually doesn’t influence the number of roll forming stands. However, the wider the flat (not formed part) section and the thinner the material, the higher the possibility that waviness will occur. Regardless of how well-designed the rolls are, they can’t eradicate waviness. In roll forming machine roller design, many ways to reduce or eliminate edge or center waviness.
Wide, flat, nonformed components will create different difficulties throughout roll forming. If just roll forming one side of the product and also the rest of the strip could be a wide, flat part, then a small pressure there on flat part will make it longer. The longer element can create a camber, twist, or edge waviness.
During roll forming of wide, furrowed panels, the forming sometimes starts at the middle rib. In these cases, additionally to the progressive modification of the bend angles from pass to pass, a relatively wide flat sections at both sides has to be moved within the same plane sideways closer and closer to the middle . Shifting a thin flat sheet sideways without making large waves is not an easy task.

The customer, the cross section designer, and roll forming machine designer much agree on the interpretation of the dimensions and tolerances specified in the profiles drawings before the roll forming machine roller design commences.
The product tolerances will also affect the roller design. The tighter the tolerance, the more stands are required
Camber, bow, twist, cross-bow, herringbone effects, edge, or center waviness can be caused by the nature of roll forming, as well as imperfections in material, equipment and setup. Tooling has great influence on residual stresses, which create deviation from straightness and flatness. Good roll forming design eliminates or minimizes them; bad design creates or exaggerates these problems.
Believe Industry Company is engaged in design and manufacture roll forming machines for over 10 years. We have an experienced team to design the roll forming machine for specialized cross sections
View More about Roll Forming Machine Design.


Global data center construction spending crossed $250 billion in 2025....
Read More
Introduction A pallet racking system is not one product. It...
Read More
A solar channel roll forming machine is a production line that turns...
Read More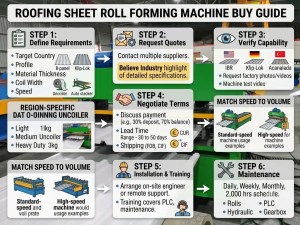
A roofing sheet roll forming machine is not a one-size-fits-all purchase. A...
Read More