DIRECCIÓN
No 1, Yd Road, distrito de Huishan, ciudad de Wuxi, Jiangsu. 214183
Horario laboral
De lunes a viernes: de 9:00 a 17:00
Sábado: 9:00 - 16:00
DIRECCIÓN
No 1, Yd Road, distrito de Huishan, ciudad de Wuxi, Jiangsu. 214183
Horario laboral
De lunes a viernes: de 9:00 a 17:00
Sábado: 9:00 - 16:00

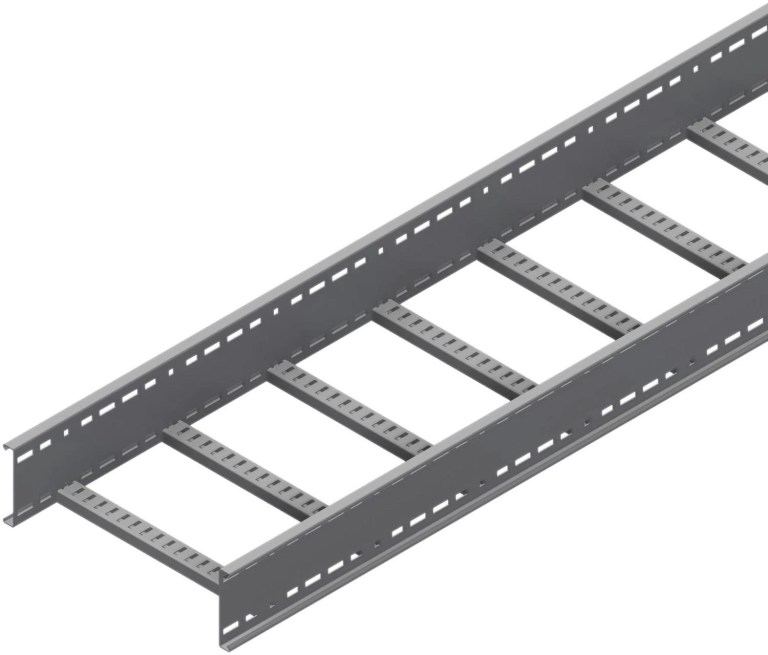
La línea completa consta de desenrollador, nivelador, alimentador servo y prensa punzonadora, formadora de rodillos, unidad de corte, caja controlada y mesa de recogida.
 Desenrollado eléctrico – Nivelación – Alimentación y punzonado servo – Guiado – Perfilado – Enderezamiento – Corte de seguimiento – Recogida.
Desenrollado eléctrico – Nivelación – Alimentación y punzonado servo – Guiado – Perfilado – Enderezamiento – Corte de seguimiento – Recogida.









Introducción Los tabiques interiores solían referirse a montantes de madera, serrín,...
Leer más
La producción mundial de vehículos alcanzó los 90 millones de unidades en 2025. Cada...
Leer más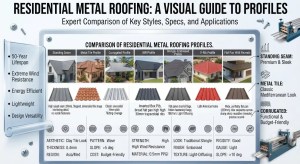
Una máquina perfiladora de techos residenciales da forma a la bobina de acero plano para convertirla en un producto acabado...
Leer más
Introducción Un altillo duplica el espacio útil sin necesidad de ampliar...
Leer más