Адрес
№ 1, Yd Road, район Хуэйшань, город Уси, Цзянсу. 214183
Рабочие часы
С понедельника по пятницу: с 9:00 до 17:00
Суббота: 9:00 - 16:00
Адрес
№ 1, Yd Road, район Хуэйшань, город Уси, Цзянсу. 214183
Рабочие часы
С понедельника по пятницу: с 9:00 до 17:00
Суббота: 9:00 - 16:00

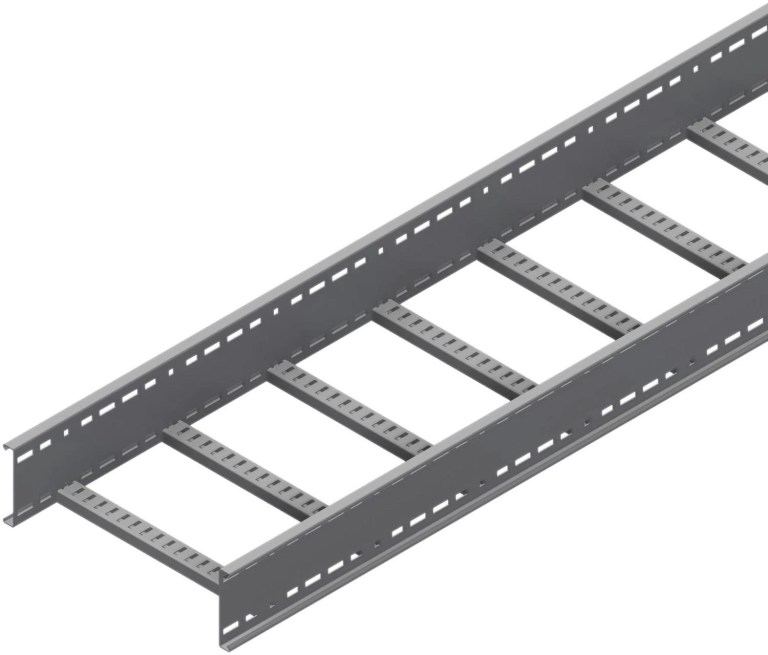
Вся линия состоит из разматывателя, правильной машины, сервоприводного питателя и пробивного пресса, профилегибочной машины, отрезного устройства, управляемого ящика и накопительного стола.
 Электроразмотка – выравнивание – сервоприводная подача и пробивка – направляющие – формовка валков – выпрямление – регулировка направления – резка – сбор.
Электроразмотка – выравнивание – сервоприводная подача и пробивка – направляющие – формовка валков – выпрямление – регулировка направления – резка – сбор.








В этом руководстве по выбору станка для профилирования сельскохозяйственных панелей рассматриваются все аспекты...
Читать далее
Высокоскоростной станок для профилирования кровельных панелей работает со скоростью до...
Читать далее
Если вы производите складские стеллажи, вы это уже знаете: ...
Читать далее
Чем на самом деле занимается компания, занимающаяся профилировкой металла методом прокатки?.
Читать далее