Alamat
No 1, Jalan Yd, Distrik Huishan, Kota Wuxi, Jiangsu. 214183
Jam Kerja
Senin sampai Jumat: 09.00 - 17.00
Sabtu: 09.00 - 16.00
Alamat
No 1, Jalan Yd, Distrik Huishan, Kota Wuxi, Jiangsu. 214183
Jam Kerja
Senin sampai Jumat: 09.00 - 17.00
Sabtu: 09.00 - 16.00



Pendahuluan Dinding partisi interior dulunya berarti rangka kayu, serbuk gergaji,...
Baca selengkapnya
Produksi kendaraan global mencapai 90 juta unit pada tahun 2025. Setiap...
Baca selengkapnya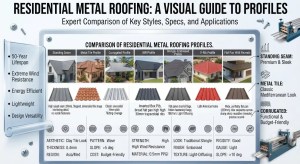
Mesin pembentuk gulungan atap perumahan membentuk gulungan baja datar menjadi produk jadi...
Baca selengkapnya
Pendahuluan Lantai mezanin menggandakan ruang yang dapat digunakan tanpa perlu memperluas...
Baca selengkapnya