Alamat
No 1, Jalan Yd, Daerah Huishan, Bandar Wuxi, Jiangsu. 214183
Waktu Kerja
Isnin hingga Jumaat: 9AM - 5PM
Sabtu: 9AM - 4PM
Alamat
No 1, Jalan Yd, Daerah Huishan, Bandar Wuxi, Jiangsu. 214183
Waktu Kerja
Isnin hingga Jumaat: 9AM - 5PM
Sabtu: 9AM - 4PM
Cara melaraskan penggelek mesin pembentuk gulung adalah soalan paling kritikal yang ditanya oleh pengendali yang bertujuan untuk ketepatan bertaraf dunia. Di Beli RollForming, kami faham bahawa mesin yang paling mahal sekalipun akan gagal menghasilkan profil yang berkualiti jika jurang dan tekanan penggelek tidak betul. Dalam landskap pembuatan moden tahun 2026, mencapai toleransi ±0.5mm bukan lagi satu kemewahan—ia adalah satu keperluan.
Jika anda sudah menguasai rahsia penjajaran dan penentukuran pembentukan gulungan, anda tahu bahawa asas mesin mestilah rata.
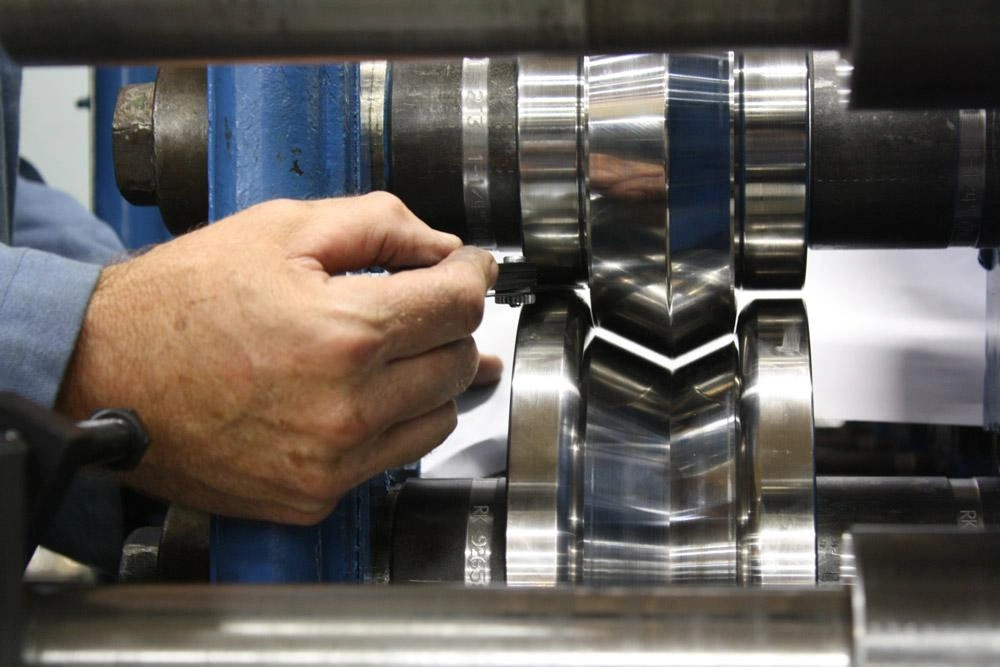
Langkah pertama dalam cara melaraskan penggelek mesin pembentuk gulung sedang menetapkan jurang. Gunakan tolok feeler berkualiti tinggi. Jurang antara penggelek atas dan bawah hendaklah tepat 1.0 hingga 1.05 kali ganda ketebalan bahan. Terlalu ketat, anda akan menipiskan logam; terlalu longgar, dan profil akan kehilangan bentuknya.

Apabila belajar cara melaraskan penggelek mesin pembentuk gulung, konsistensi adalah kunci. Sentiasa laraskan skru tegangan pada kedua-dua penyangga dalam dan luar secara serentak. Gunakan sepana tork untuk memastikan tekanan ke bawah adalah sama pada kedua-dua belah aci untuk mengelakkan hanyutan bahan.

Lenturan jitu dicapai melalui peringkat-peringkat. Untuk selekoh 90 darjah, jangan cuba mencapai sudut di dua stesen. Sebarkan beban. Laraskan penggelek anda untuk bergerak melalui 15°, 45°, 75° dan akhirnya 91° untuk mengambil kira ingatan semula jadi logam.
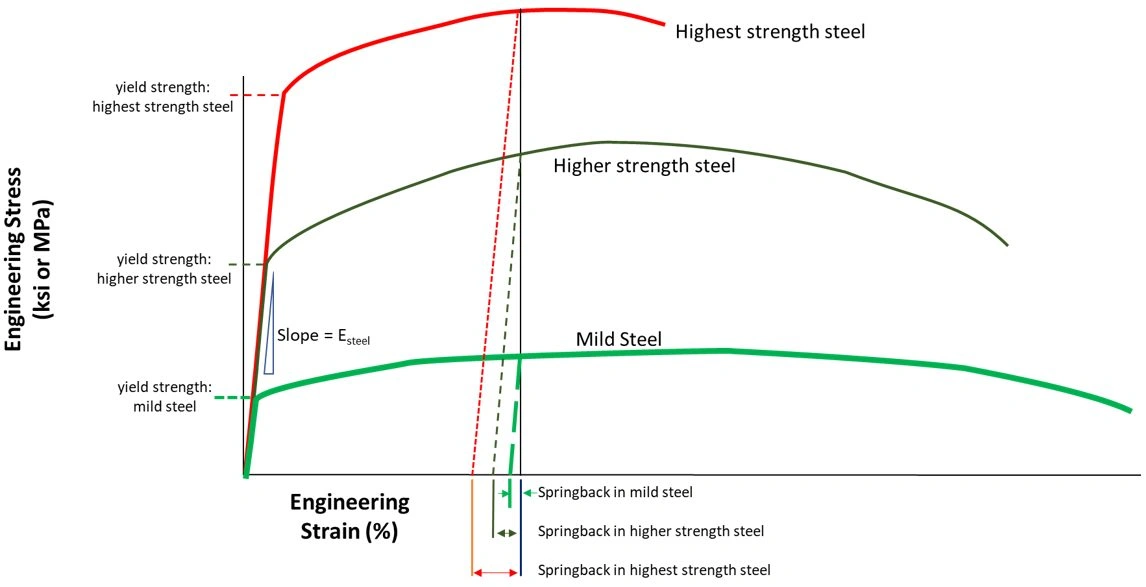
Rahsia utama dalam cara melaraskan penggelek mesin pembentuk gulung ialah “peraturan 1 darjah.” Kebanyakan keluli tegangan tinggi akan melonjak semula sebanyak 1 hingga 2 darjah. Tetapkan stesen pembentukan akhir anda sedikit melepasi sudut sasaran supaya bahan tersebut mengendur ke kedudukan yang sempurna.
Jika anda bertukar daripada kuprum lembut kepada keluli tergalvani berkekuatan tinggi, anda mesti tahu cara melaraskan penggelek mesin pembentuk gulung untuk perbezaan hasil. Bahan yang lebih keras memerlukan tekanan ke bawah yang jauh lebih tinggi dan penglibatan gulungan sisi yang lebih ketat untuk mengekalkan bentuknya.
Gulungan sisi sering diabaikan. Laraskan ini untuk mengenakan tekanan sisi, yang "mengunci" selekoh pada tempatnya. Ini penting semasa menggunakan kit penting bagi perkakasan pembentukan gulungan untuk profil saluran C atau Z yang kompleks.
Kadangkala masalahnya bukanlah selekoh, tetapi kelurusannya. Laraskan penggelek bawah di tiga stesen terakhir agar 0.05mm lebih tinggi daripada yang sebelumnya. Suapan "menanjak" ini menghalang profil daripada melengkung ke bawah semasa ia keluar dari mesin.
Anda tidak boleh belajar cara melaraskan penggelek mesin pembentuk gulung tanpa melihat panduan masuk. Jika penggelek masuk tidak diletakkan dengan sempurna di tengah stesen pembentukan pertama, keseluruhan jalur akan menjejak dengan tidak betul, menyebabkan gelombang tepi. Pastikan mesin decoiler sejajar dengan panduan kemasukan dengan sempurna.
Semasa pembentukan gulungan berkelajuan tinggi, penggelek akan menjadi panas dan mengembang. Selepas 30 minit dijalankan, berhenti seketika untuk memeriksa jurang anda. Anda mungkin perlu melonggarkan sedikit tekanan menegak untuk mengimbangi pengembangan haba penggelek keluli.
Ketebalan filem penyejuk anda mengubah jurang "berkesan". Apabila cara melaraskan penggelek mesin pembentuk gulung, pastikan sistem semburan anda konsisten. Bahagian yang kering akan menyebabkan lebih banyak geseran, menarik profil dan menyebabkan kesan "putaran".

Pelarasan terakhir berlaku di pintu keluar. Gunakan penggelek pelurus untuk mengatasi sebarang kamber atau putaran yang tinggal. Ini adalah fasa "penggilapan" bagi kemajuan pembentukan gulungan.
Gagal memahami cara melaraskan penggelek mesin pembentuk gulung membawa kepada "pengetinan minyak"—riak yang tidak sedap dipandang pada permukaan logam rata. Dengan mengikuti 11 rahsia ini, anda memastikan output anda memenuhi piawaian ketat yang ditetapkan oleh Persatuan Pembinaan Logam (MCA), yang membawa kepada kepuasan pelanggan yang lebih baik dan kurang penolakan.
Untuk membantu pengendali di atas lantai, kami telah menyediakan kalkulator dinamik untuk menentukan jurang permulaan yang ideal. Hanya masukkan spesifikasi bahan anda di bawah.
Jurang Gulungan Sasaran: 1.65 mm
Punca kecacatan pembentukan gulungan yang paling biasa adalah jarak jurang gulungan yang tidak betul antara alat atas dan bawah. Apabila jurang tidak sepadan dengan ketebalan bahan, ia menyebabkan tekanan yang berlebihan. Akibatnya, logam akan melengkung, berpintal atau tercalar semasa proses pembentukan.
Anda harus menentukur mesin pembentuk gulung anda pada permulaan setiap syif pengeluaran baharu dan setiap kali anda bertukar kepada kelompok gegelung baharu. Variasi bahan memerlukan pelarasan berterusan. Oleh itu, pemeriksaan berkala mencegah ralat dimensi yang tidak dijangka dan memastikan kualiti yang konsisten.
Pengurangan springback bahan melibatkan pembengkokan jalur logam pada stesen tertentu supaya ia mengendur ke sudut yang dikehendaki. Anda mesti melaraskan laluan perkakas akhir dengan teliti. Selain itu, penggunaan perisian ramalan lanjutan membantu pengendali mengira lenturan tepat yang diperlukan.
Anda tahu penggelek anda haus jika anda mengesan alur yang dalam, kesan pedih atau kemasan permukaan yang tidak konsisten pada profil perkakas. Perkakas yang haus tidak dapat mengekalkan toleransi yang betul. Jadi, anda mesti memeriksa aci secara visual setiap bulan dan menjadualkan perkhidmatan pengisaran semula apabila degradasi permukaan muncul.
Anda boleh menjalankan ketebalan bahan yang berbeza pada perkakas yang sama, tetapi anda mesti melaraskan kelegaan menegak aci atas secara manual. Geometri profil mungkin sedikit berubah. Namun, variasi tolok kecil secara amnya boleh diterima jika pengendali menentukur semula jurang gulungan dengan betul.
Pelincir terbaik untuk persediaan perkakas pembentuk gulung ialah penyejuk sintetik larut air yang mengurangkan geseran tanpa meninggalkan sisa melekit. Pelinciran yang betul menyejukkan gegelung keluli dan melindungi acuan yang telah dikeraskan. Secara khususnya, ia menghalang bahan daripada mencederakan titik tekanan.
Jalur logam anda melengkung ke kiri atau kanan kerana panduan masuk tidak sejajar atau tekanan gulungan tidak sama rata merentasi aci mendatar. Ketegangan yang tidak sama rata ini memaksa bahan untuk menarik ke arah bahagian yang lebih ketat. Anda mesti menggunakan tolok perasa untuk mengimbangi tekanan secara sekata.
Penguasaan cara melaraskan penggelek mesin pembentuk gulung merupakan proses pemerhatian dan penambahbaikan yang berterusan. Di Beli RollForming, kami membina mesin kami dengan skala pelarasan ketepatan untuk memudahkan proses ini untuk rakan kongsi global kami. Dengan melaksanakan teknik ini, anda boleh memaksimumkan jangka hayat perkakas anda dan kualiti produk siap anda.
Mencari jentera berketepatan tinggi? Beli RollForming menawarkan penyelesaian paling canggih dalam industri. Hubungi pasukan kejuruteraan kami untuk latihan khusus mengenai profil khusus anda.
Log Perubahan:
Semakan Berjadual Seterusnya: 10 Oktober 2026


Mesin pembentuk gulungan panel dinding yang saling berkunci ialah mesin pembentuk gulungan sejuk yang...
Baca Lagi
Mesin membentuk gulungan papan kerja perancah ialah mesin perindustrian automatik...
Baca Lagi
Mesin membentuk gulungan rak simpanan ialah kilang pintar...
Baca Lagi
Mesin rasuk langkah ialah mesin pembentuk gulung perindustrian termaju...
Baca Lagi