Endereço
Nº 1, Yd Road, distrito de Huishan, cidade de Wuxi, Jiangsu. 214183
Horário de trabalho
De segunda a sexta-feira: das 9h às 17h
Sábado: 9h - 16h
Endereço
Nº 1, Yd Road, distrito de Huishan, cidade de Wuxi, Jiangsu. 214183
Horário de trabalho
De segunda a sexta-feira: das 9h às 17h
Sábado: 9h - 16h
Como ajustar os rolos da máquina de perfilagem A questão mais crítica para os operadores que buscam precisão de classe mundial é a tolerância de ±0,5 mm. Na Beli RollForming, entendemos que mesmo a máquina mais cara não conseguirá produzir perfis de qualidade se as folgas e pressões dos rolos estiverem incorretas. No cenário da manufatura moderna de 2026, alcançar uma tolerância de ±0,5 mm não é mais um luxo — é uma exigência.
Se você já domina Segredos de alinhamento e calibração na conformação de rolos, Você sabe que a base da máquina deve estar nivelada.
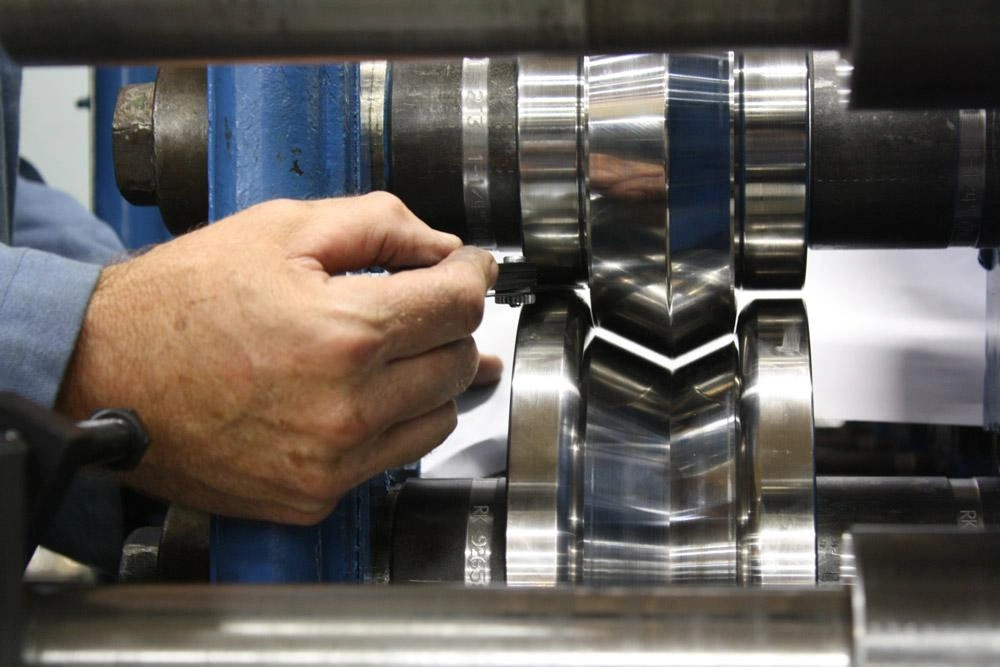
O primeiro passo em Como ajustar os rolos da máquina de perfilagem O ajuste da folga deve ser feito com um calibrador de lâminas de alta qualidade. A folga entre os roletes superior e inferior deve ser exatamente de 1,0 a 1,05 vezes a espessura do material. Se estiver muito apertada, o metal ficará mais fino; se estiver muito folgada, o perfil perderá sua forma.

Ao aprender Como ajustar os rolos da máquina de perfilagem, A consistência é fundamental. Ajuste sempre os parafusos de tensão dos suportes interno e externo simultaneamente. Use uma chave dinamométrica para garantir que a pressão descendente seja idêntica em ambos os lados do eixo, evitando assim o deslocamento do material.

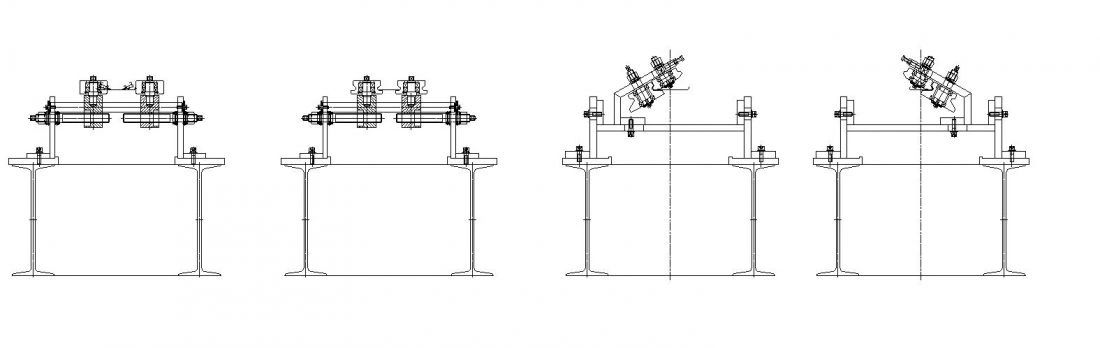
A dobra de precisão é obtida em etapas. Para uma dobra de 90 graus, não tente atingir o ângulo em duas estações. Distribua a carga. Ajuste os rolos para progredir por 15°, 45°, 75° e, finalmente, 91°, levando em consideração a memória natural do metal.
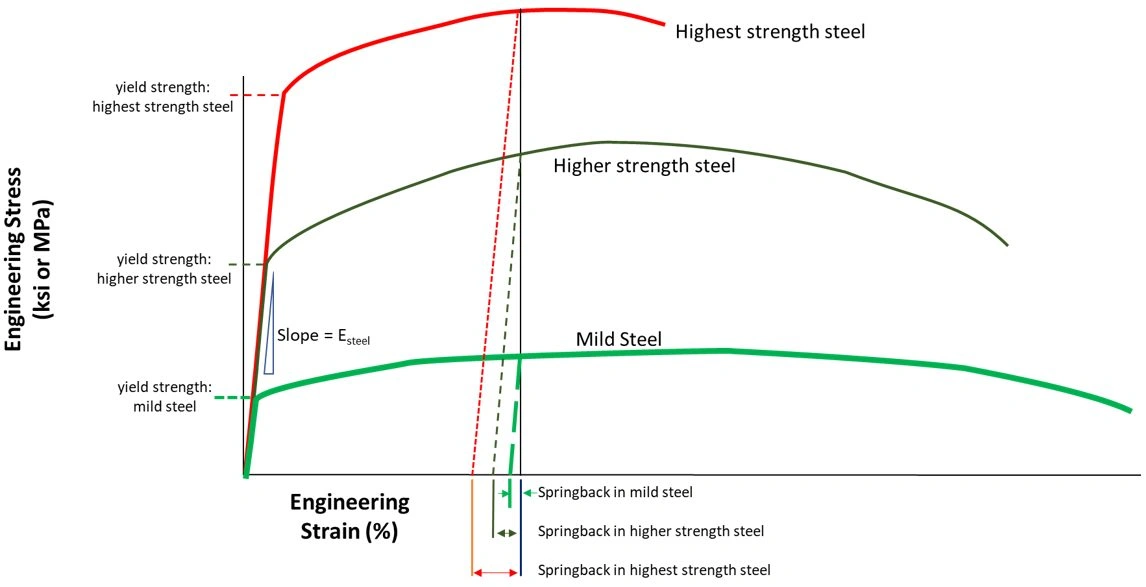
Um grande segredo em Como ajustar os rolos da máquina de perfilagem é a “regra de 1 grau”. A maioria dos aços de alta resistência retorna à forma original em 1 a 2 graus. Posicione sua estação de conformação final ligeiramente além do ângulo desejado para que o material relaxe e assuma a posição ideal.
Se você trocar o cobre macio pelo aço galvanizado de alta resistência, precisa saber Como ajustar os rolos da máquina de perfilagem para a diferença de rendimento. Materiais mais duros exigem significativamente mais pressão descendente e um contato mais firme dos rolos laterais para manter a forma.
Os rolos laterais são frequentemente negligenciados. Ajuste-os para exercer pressão lateral, o que "trava" a dobra no lugar. Isso é vital ao usar seu Kit essencial de ferramentas para conformação de rolos para perfis complexos de canal C ou Z.
Às vezes, o problema não é a curvatura, mas sim o alinhamento. Ajuste os rolos inferiores nas três últimas estações para que fiquem 0,05 mm mais altos que os anteriores. Essa alimentação "em aclive" impede que o perfil se curve para baixo ao sair da máquina.
Você não pode aprender Como ajustar os rolos da máquina de perfilagem sem consultar as guias de entrada. Se os rolos de entrada não estiverem perfeitamente centrados com a primeira estação de formação, toda a tira seguirá um caminho incorreto, causando ondulações nas bordas. Certifique-se de que... máquina desenroladora Está perfeitamente alinhado com os guias de entrada.
Durante a conformação de rolos em alta velocidade, os rolos aquecem e expandem. Após 30 minutos de operação, faça uma pausa para verificar as folgas. Pode ser necessário afrouxar ligeiramente a pressão vertical para compensar a expansão térmica dos rolos de aço.
A espessura da película de líquido refrigerante altera a folga "efetiva". Quando Como ajustar os rolos da máquina de perfilagem, Certifique-se de que seu sistema de pulverização esteja funcionando de forma consistente. Uma área seca causará mais atrito, puxando o perfil e causando um efeito de "torção".

O ajuste final ocorre na saída. Use os rolos de alinhamento para compensar qualquer curvatura ou torção restante. Esta é a fase de "polimento" do processo. avanço na conformação de rolos.
Não entender Como ajustar os rolos da máquina de perfilagem leva ao "efeito de lata de óleo" — as ondulações desagradáveis em superfícies metálicas planas. Seguindo esses 11 segredos, você garante que sua produção atenda aos rigorosos padrões estabelecidos pela Associação de Construção Metálica (MCA), resultando em maior satisfação do cliente e menos rejeições.
Para auxiliar os operadores na linha de produção, disponibilizamos uma calculadora dinâmica para determinar a folga inicial ideal. Basta inserir as especificações do seu material abaixo.
Lacuna de rolagem do alvo: 1,65 mm
A causa mais comum de defeitos na conformação por rolos é a folga incorreta entre as ferramentas superior e inferior. Quando essa folga não corresponde à espessura do material, ocorre pressão excessiva. Consequentemente, o metal pode deformar, torcer ou riscar durante o processo de conformação.
Você deve calibrar sua máquina de perfilagem no início de cada novo turno de produção e sempre que trocar para um novo lote de bobinas. Variações no material exigem ajustes contínuos. Portanto, verificações regulares evitam erros dimensionais inesperados e garantem qualidade consistente.
Reduzir o retorno elástico do material envolve dobrar excessivamente a tira de metal em pontos específicos para que ela retorne ao ângulo desejado. É preciso ajustar cuidadosamente as passagens finais da ferramenta. Além disso, o uso de software preditivo avançado auxilia os operadores a calcular a sobredobra exata necessária.
Você sabe que seus rolos estão desgastados se detectar sulcos profundos, marcas de atrito ou acabamentos superficiais inconsistentes nos perfis das ferramentas. Ferramentas desgastadas não conseguem manter as tolerâncias adequadas. Portanto, você deve inspecionar visualmente os eixos mensalmente e agendar serviços de retificação quando a degradação da superfície aparecer.
É possível trabalhar com diferentes espessuras de material na mesma ferramenta, mas é necessário ajustar manualmente a folga vertical dos eixos superiores. A geometria do perfil pode sofrer pequenas alterações. No entanto, pequenas variações na espessura são geralmente aceitáveis, desde que o operador recalibre corretamente as folgas dos rolos.
O melhor lubrificante para a montagem de ferramentas de perfilagem é um fluido refrigerante sintético solúvel em água que reduz o atrito sem deixar resíduos pegajosos. A lubrificação adequada resfria a bobina de aço e protege as matrizes endurecidas. Especificamente, evita que o material se acumule nos pontos de pressão.
A sua tira metálica está curvando para a esquerda ou para a direita porque a guia de entrada está desalinhada ou a pressão dos rolos é desigual nos eixos horizontais. Essa tensão desigual força o material a ser puxado para o lado mais apertado. Você deve usar um calibrador de folga para equilibrar a pressão uniformemente.
Dominando Como ajustar os rolos da máquina de perfilagem É um processo contínuo de observação e aprimoramento. Na Beli RollForming, construímos nossas máquinas com escalas de ajuste de precisão para facilitar esse processo para nossos parceiros globais. Ao implementar essas técnicas, você pode maximizar a vida útil de suas ferramentas e a qualidade de seus produtos acabados.
Procura máquinas de alta precisão? A Beli RollForming oferece as soluções mais avançadas do setor. Entre em contato com nossa equipe de engenharia para treinamento especializado de acordo com o seu perfil específico.
Registro de alterações:
Próxima revisão agendada: 10 de outubro de 2026


Uma perfiladeira de painéis de parede intertravados é uma máquina de perfilagem a frio que...
Leia mais
Uma máquina de perfilagem de placas de andaime é uma máquina industrial automatizada...
Leia mais
Uma máquina de perfilagem de rolos para estantes de armazenamento é uma solução inteligente para fábricas...
Leia mais
Uma máquina de perfilagem escalonada é uma máquina industrial avançada de conformação de rolos...
Leia mais