Alamat
No 1, Jalan Yd, Distrik Huishan, Kota Wuxi, Jiangsu. 214183
Jam Kerja
Senin sampai Jumat: 09.00 - 17.00
Sabtu: 09.00 - 16.00
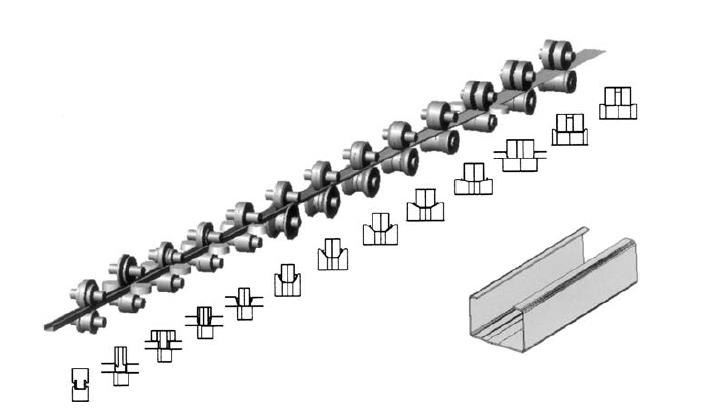
🎯 Desain mesin pembentuk rol Ini adalah rencana untuk membengkokkan lembaran logam pipih menjadi bentuk jadi. Logam tersebut melewati sekelompok rol. Rencana yang baik menggunakan sesedikit mungkin rol untuk menghasilkan komponen yang sempurna setiap saat.
Jika logam tersebut bergerak “too fast” Saat melewati tikungan tajam, bagian tersebut akan melengkung. Jika bergerak “too slow” Karena menggunakan terlalu banyak rol, biaya operasional mesin menjadi terlalu tinggi.
Untuk melihat bagaimana mesin ini cocok untuk pabrik Anda, baca panduan kami. analisis komprehensif mesin pembentuk rol pengaturan.
🎯 Bentuk produk akhir Anda adalah faktor terbesar dalam desain mesin pembentuk gulungan. Bentuk yang dalam, area datar yang lebar, atau tikungan tajam berarti Anda membutuhkan lebih banyak rol untuk menyelesaikan pekerjaan dengan benar.
Gambar yang kompleks akan membutuhkan 3 hingga 4 langkah pembentukan lagi daripada sekadar gambar sederhana. Berikut ini penjelasan bagaimana bentuk mengubah desain:
| Fitur Bentuk | Bagaimana Hal Itu Mengubah Desain Mesin |
| 📏 Kedalaman Bagian | Bagian dengan kedalaman 70mm perlu 2 hingga 3 stand lagi than a 60mm part. A standard 50-80mm “top hat” needs 14 stands. |
| ⬛ Area Datar yang Luas | Logam yang lebar dan datar dapat menjadi bergelombang selama proses penggulungan. |
| 〰️ Alur | Menambahkan alur di bagian bawah mencegah gelombang dan menambah kekuatan, tetapi membutuhkan 4 dudukan tambahan dan mesin yang lebih besar. |
| 🔄 Jari-jari Lengkung | Para desainer harus memastikan bahwa logam tersebut benar-benar dapat ditekuk sesuai dengan lengkungan yang diminta tanpa patah. |
| 📐 Toleransi | Aturan produk yang lebih ketat (toleransi) meningkatkan biaya perkakas dan jumlah tahapan produksi. |
Membaca Kemajuan Pembentukan Peran: 5 Rahasia Luar Biasa 2026 untuk melihat alat desain baru.
Jenis logam yang Anda pilih sangat memengaruhi desain mesin pembentuk gulungan. Designers must check the metal’s yield strength, tensile strength, and how much it stretches.
🧲 Springback: Setelah ditekuk, logam akan berusaha kembali ke bentuk datar. Logam yang lebih kuat akan lebih mudah kembali ke bentuk semula.
🎺 Suar: Ujung-ujung bagian yang dalam atau sangat kuat seringkali melengkung ke luar (melebar).
📏 Aturan Ketebalan: Jarak antara rol sama dengan Ukuran logam paling tebal yang mungkin + toleransi tambahan.
↔️ Aturan Lebar: Lebar logam tambahan biasanya menambah ukuran bibir luar pada bagian akhir.
📉 Logam Datar: Para desainer berasumsi bahwa logam awal benar-benar rata (tidak ada kabel, lengkungan, atau puntiran).
(💡 Tips Profesional: Jika bagian-bagian Anda bengkok, bacalah Cara Memperbaiki Rambut yang Melengkung dan Terpilin: 5 Rahasia Menakjubkan).
Roller tersebut harus terpasang sempurna pada alas mesin. Para desainer membutuhkan semua ukuran yang tepat.
Mesin Penggiling Kantilever: Sangat cocok untuk komponen kecil dan ringan.
Pabrik Dupleks: Sangat cocok untuk bagian-bagian dengan lebar yang berubah-ubah.
Pabrik Berdampingan: Menjalankan dua profil berbeda pada satu mesin.
Standard Mill: Standar ganda yang kokoh dan tahan lama.
Rafted Mill: Dirancang untuk penggantian roller cepat menggunakan kaset yang dapat dilepas.
| Pengukuran | Apa Artinya |
| Ukuran Poros | Batang yang menahan rol. Ketebalannya bergantung pada kekuatan logam. |
| Jarak Sisi ke Sisi | Jarak dari pusat satu poros ke poros berikutnya. |
| Jarak Naik-Turun | Jarak antara poros atas dan bawah (dapat disesuaikan dengan tangan/motor). |
| Poros Bawah ke Lantai | Membatasi ukuran roller bawah. |
Drive Atas vs. Drive Bawah: Penggerak poros bawah adalah hal yang normal. Penggerak poros atas harganya lebih mahal, tetapi cengkeramannya pada logam lebih baik untuk mendorong dan menariknya. Motor yang lebih besar mempercepat putaran mesin.
🔄 Mengganti Roller: Jika Anda mengganti rol setiap 2 hingga 6 bulan, mesin tersebut harus dirancang agar penggantian rol mudah dilakukan.
🪚 Roller Pemisah: Roller sering dipotong menjadi bagian-bagian yang lebih kecil. Hal ini membuat mereka lebih ringan, lebih mudah dipasang, dan lebih mudah digunakan kembali.
⏸️ Roller Samping: Benda-benda ini berdiri tegak, bukan tergeletak rata. Sangat cocok untuk pipa logam.
⭕ Ukuran Rol: Perancang merencanakan ukuran tengah (pitch), terkecil, dan terbesar secara tepat.
🔩 Spacer dan Shim: Cincin logam ini meluncur ke poros. Rol, pengatur jarak, dan bantalan yang digabungkan harus tepat Isi ruang kosong tersebut.
Orang selalu bertanya berapa banyak dudukan rol yang mereka butuhkan. Jawabannya bergantung pada:
✅ Jenis dan ketebalan logam.
✅ Jika strip logam tersebut berupa satu bagian panjang yang tidak terputus.
✅ Jika logam tersebut sudah memiliki lubang atau potongan yang sudah dilubangi sebelumnya.
Saat ini, para desainer menghemat waktu dengan menggunakan perangkat lunak komputer seperti Kopra. Temukan pembuat mesin terbaik di sini. 10 Produsen Mesin Roll Forming Teratas 2026 daftar.
Untuk menghitung jumlah stasiun yang dibutuhkan untuk profil tertentu, para insinyur umumnya menggunakan Pola Bunga metode ini memperhitungkan kekuatan luluh material, ketebalan, dan kompleksitas tekukan.
Bentuk produk akhir adalah bagian terpenting. Bentuk yang lebih dalam dan bagian yang lebih lebar membutuhkan lebih banyak rol.
Bagian dengan kedalaman 70 mm meregangkan logam lebih banyak daripada bagian dengan kedalaman 60 mm. Karena peregangan tambahan ini, bagian dengan kedalaman 70 mm membutuhkan 2 atau 3 dudukan rol tambahan.
Alur adalah garis-garis kecil yang ditekan ke bagian yang lebar dan datar. Alur ini membuat logam lebih kuat dan mencegahnya terlihat bergelombang. Pembuatannya membutuhkan motor yang lebih besar dan 4 dudukan tambahan.
Jarak antara rol atas dan bawah harus pas sempurna dengan logam. Para perancang menetapkan jarak tersebut sesuai dengan ketebalan maksimum strip logam ditambah toleransi.
Penggerak bawah adalah standar. Penggerak atas harganya lebih mahal, tetapi mencengkeram logam dengan kuat. Ini membantu mendorong dan menarik gulungan berat melalui mesin.
Roller padat sangat berat. Memotongnya menjadi bagian-bagian yang lebih kecil membuatnya lebih mudah diangkat, lebih mudah dipasang pada mesin, dan lebih mudah digunakan kembali.
Ya. Saat ini, para insinyur menggunakan perangkat lunak komputer 3D khusus untuk mensimulasikan pembengkokan logam. Ini membantu mereka menemukan kesalahan sebelum mereka memotong baja asli untuk rol tersebut.
Menguasai desain mesin pembentuk gulungan Ini bukan lagi sekadar membengkokkan logam; ini tentang presisi teknik, meminimalkan limbah, dan memaksimalkan efisiensi operasional. Dengan memahami bagaimana kompleksitas penampang, kekuatan luluh material, dan konfigurasi pabrik tertentu berinteraksi, produsen dapat menghilangkan cacat yang mahal—seperti bengkok, puntir, dan melebar—sebelum potongan baja pertama dipotong untuk perkakas.
Seiring meningkatnya tuntutan industri di tahun 2026, mengandalkan prinsip desain yang didukung secara ilmiah dan simulasi perangkat lunak canggih adalah satu-satunya cara untuk memastikan produksi berkecepatan tinggi dan tanpa cela.
Apakah Anda siap untuk mengoptimalkan lini produksi Anda atau merancang solusi pembentukan gulungan khusus dari awal? Don’t leave your manufacturing success to chance. Partner with the industry experts who understand the deep engineering behind every single roller. Mengunjungi Beli Rollforming Hubungi kami hari ini untuk berkonsultasi dengan tim teknik kelas dunia kami, meningkatkan peralatan Anda, dan berinvestasi dalam mesin pembentuk gulungan mutakhir yang disesuaikan dengan spesifikasi Anda.

Mesin Pembentuk Gulungan Pelapis Dinding: Panduan Pembeli Lengkap 2026 Pelapis dinding...
Baca selengkapnyaMesin pembentuk panel dinding saling mengunci adalah mesin pembentuk rol dingin yang...
Baca selengkapnyaMesin pembentuk gulungan papan kerja perancah adalah mesin industri otomatis...
Baca selengkapnyaMesin pembentuk rol rak penyimpanan adalah pabrik pintar...
Baca selengkapnyaLangganan sekarang agar bisa terus membaca dan mendapatkan akses ke semua arsip.




4 Comments
[…] View more information about Roll Forming Machine Design. […]
[…] View More>> Roll Forming Machine Design […]
[…] View More>> : Roll Forming Machine Design […]
[…] View More>> : Roll Forming Machine Design […]