Address
No 1, Yd Road, Huishan District, Wuxi City, Jiangsu. 214183
Work Hours
Monday to Friday: 9AM - 5PM
Saturday: 9AM - 4PM
Address
No 1, Yd Road, Huishan District, Wuxi City, Jiangsu. 214183
Work Hours
Monday to Friday: 9AM - 5PM
Saturday: 9AM - 4PM



Global data center construction spending crossed $250 billion in 2025....
Read More
Introduction A pallet racking system is not one product. It...
Read More
A solar channel roll forming machine is a production line that turns...
Read More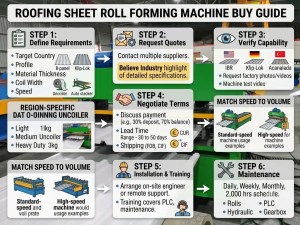
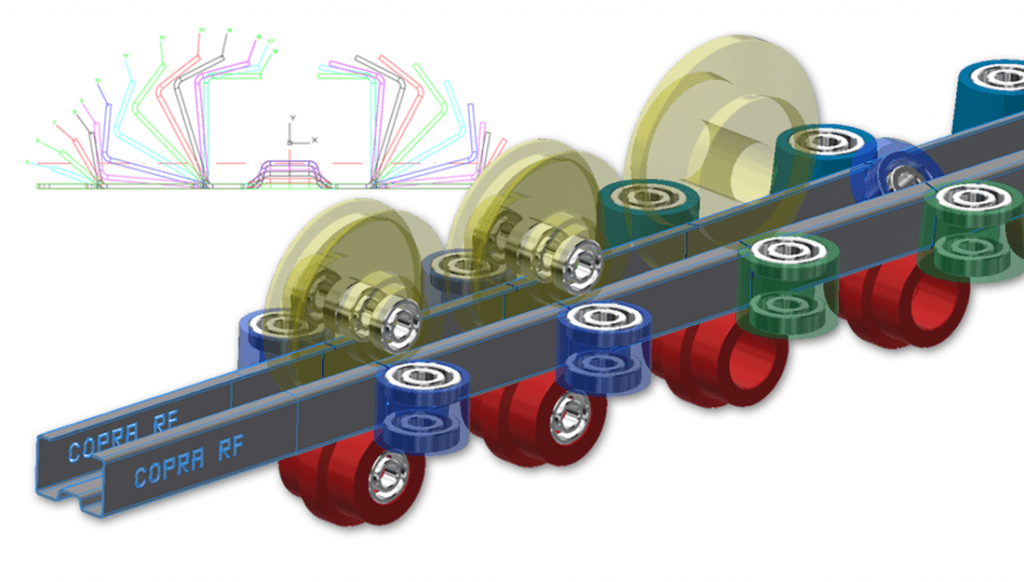
A roofing sheet roll forming machine is not a one-size-fits-all purchase. A...
Read More