Address
No 1, Yd Road, Huishan District, Wuxi City, Jiangsu. 214183
Work Hours
Monday to Friday: 9AM - 5PM
Saturday: 9AM - 4PM
Address
No 1, Yd Road, Huishan District, Wuxi City, Jiangsu. 214183
Work Hours
Monday to Friday: 9AM - 5PM
Saturday: 9AM - 4PM
Cold-formed steel is the main material for making light steel structure. With advantages of light weight, good rigidity, convenient installation and economy. Especially with the continuous development of solar power generation technology, China’s solar power station construction has entered an unprecedented peak period of development. C-shaped steel is a kind of cold-formed steel. It has been widely used in the manufacture of solar brackets due to its unique cross-section and high mechanical properties, and its proportion reaches more than 60% of the weight of the bracket steel. Here we will talk about the C Strut Roll Forming Machine with complete functions, high grade of automation and economy.
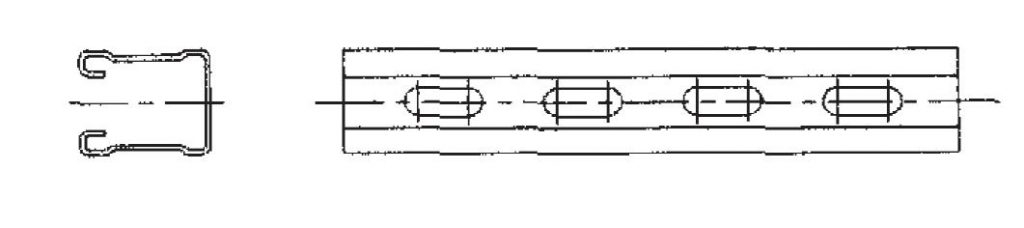
Cold-formed steel is roll formed through continuous roll forming machine by steel blanks or coil strips. Cold-formed steel is an economical light steel section, which is the main material for making lightweight steel structures. Compared with ordinary steel structures, it can save about 30-50% of steel. And it has various ultra-thin, well-shaped and complicated cross-section cold-formed C-shaped steels that cannot be produced by hot rolling. It is a development of the above shape, the cross section is more complicated, the mechanical is excellent, and the installation is more convenient.
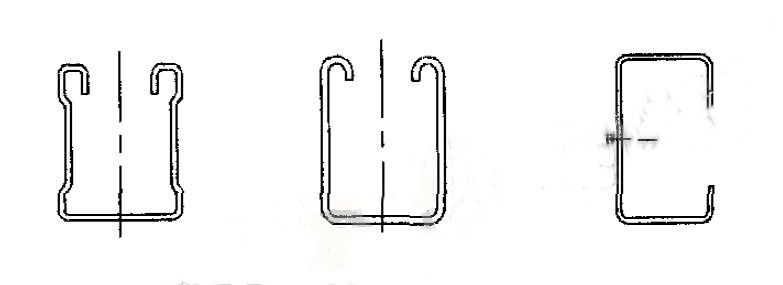
Above there types of C-Sections are the most commonly shapes for solar strut channel system. The first section is complex, with the mechanics are good, installation is convenient. The C Strut Roll Forming Machine for first section can also produce the second and third sections by replace some rollers.
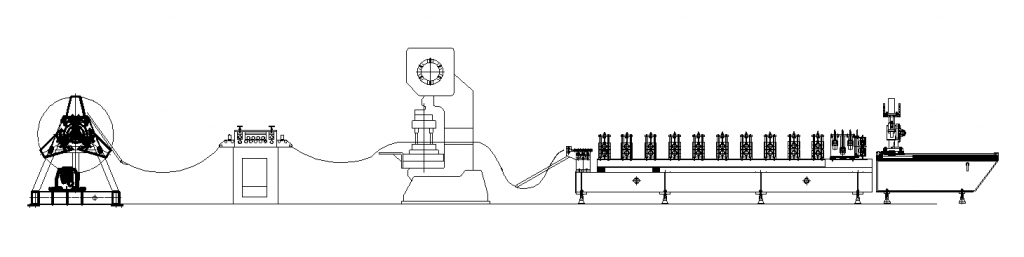
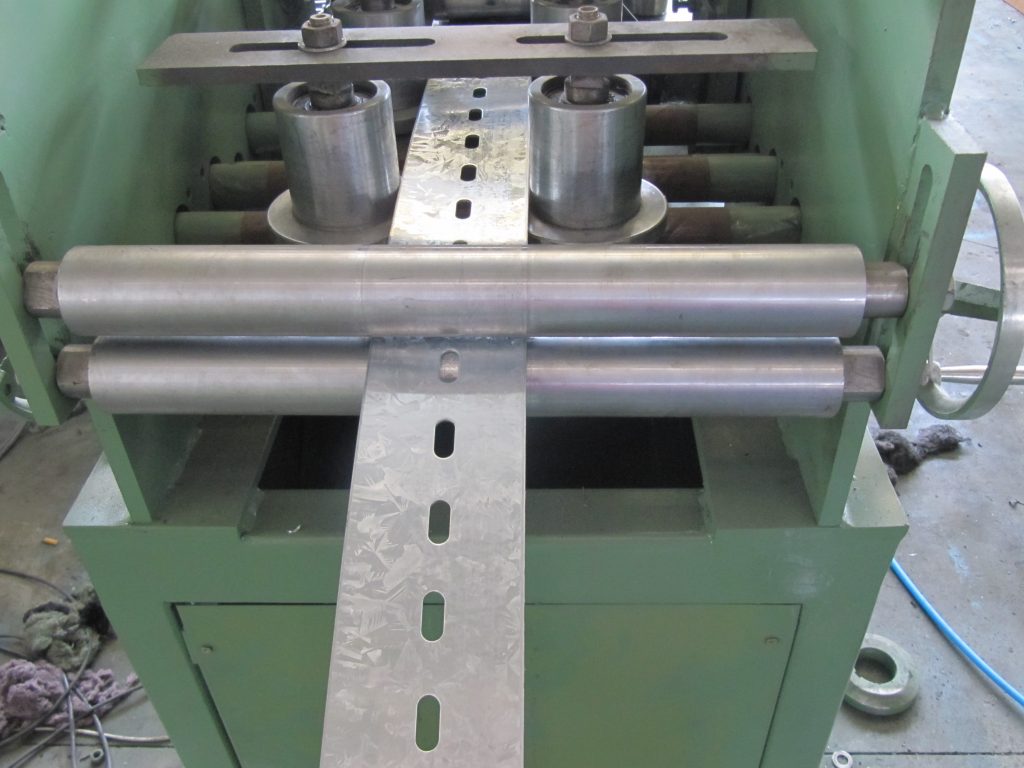
As for the raw material is coil strip that needs to be fixed and uncoiled on an uncoiler. After uncoiling, the coil will be into sheet and need to be flattened. Punching holes process can be before for after roll forming. but better before roll forming. The roll forming mill adopts gantry arch as roll forming stands, and it is easy to remove and replace the upper and bottom rollers. The cutting off method can be saw cutting or hydraulic cutting. The hydraulic cutting has high operation and maintenance cost, small incision burrs, and high requirements for punching off the mold. Flying saw cutting is economical, but it is necessary to control the burrs generated after cutting. And need a collection table for supporting the product.
Uncoiling– Leveling– Punching– Roll Forming– Cutting– Collecting
By adjust the left and right screws to adjust the inner diameter of uncoiler arm to adapt the different inner diameter of coil strips.
The leveling device is for flatten the coil strips before punching holes, and provides pull force for uncoiling. As usual, the bottom rollers is driven rollers. and the upper rollers can be up and down for different thickness coil strips.
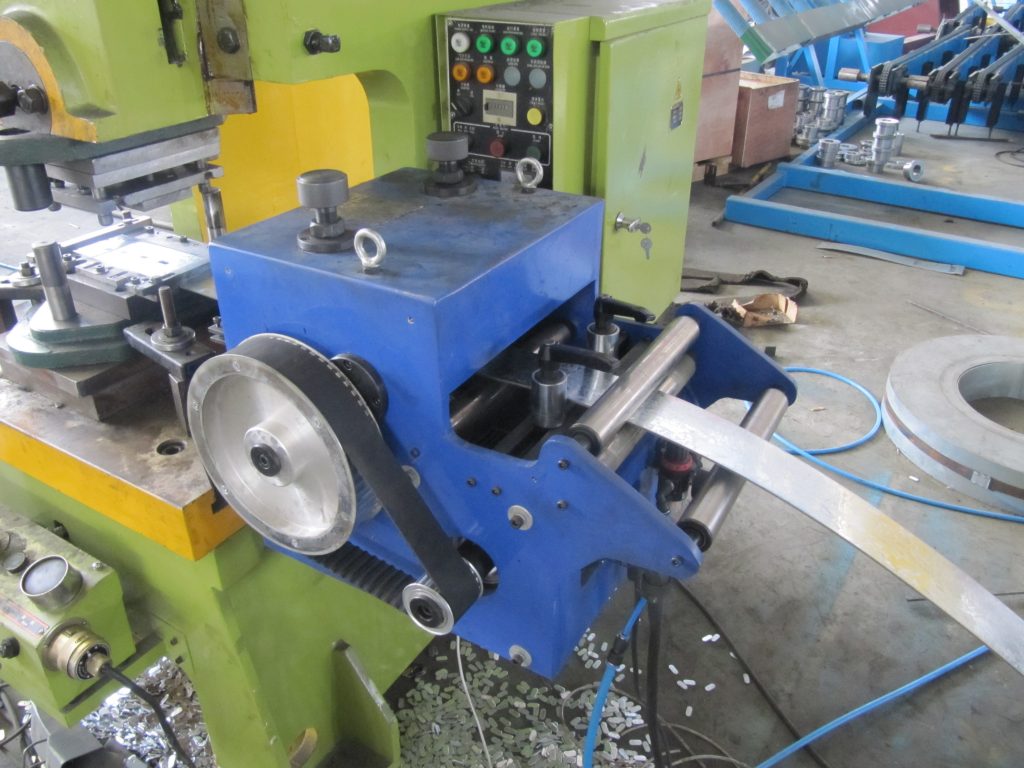
Punch device is consist of Servo Feeder, Air Press Device, Punch Device and Punch Moulds
The main base of the c strut roll forming machine adopt H Steel welded. and Gantry Arch as the stand.
The flying saw has the characteristics of low cost, convenient maintenance and strong product adaptability, and adopts a tracking structure. The working actions are: pneumatic pressing, tracking movement, cutting, pneumatic release, pneumatic return. During the working process of the device, the main machine does not stop working. When the product reaches the set length, the pneumatic pressing device presses the workpiece and follows the product backwards (with the guide rail), then starts to cut off, and then releases the pneumatic device after the cutting is completed. The cutting device moves forward under the push of the cylinder, returns to the original position, and waits for the next cut.
The collection table for c strut roll forming machine is designed as roller type or conveyor belt type. Roller Type require to collect the product by manual while conveyor can be automatic.
The operator automatically runs the c strut roll forming machine (programmable control) through the set program and monitors the control process. Through digital setting, the workpiece speed can be adjusted and the length of the workpiece can be adjusted. And monitor the equipment running status and fault indication in real time. There are two modes of operation: manual/automatic. With manual and automatic switching function: in the automatic fault state, the machine can run, and the production is continued for a short time; in the automatic statement. Next, the whole line production operation is carried out in sequence, and the emergency stop button and limit sensor are provided on the whole line, which is easy to handle emergency and ensure the safety of equipment and operators.
Believe Industry Company have a full range of roll forming machines for steel structures. Contact us for more information.




Wall Cladding Roll Former: Complete Buyer’s Guide 2026 A wall cladding...
Read More
An interlocking wall panel roll former is a cold roll forming machine that...
Read More
A scaffold workboard roll forming machine is an automated industrial...
Read More
A storage rack roll forming machine is a smart factory...
Read More